") 管殼類產(chǎn)品縫焊過程質(zhì)量問題分析及解決方法
管殼類產(chǎn)品縫焊過程質(zhì)量問題分析及解決方法

共讀好書
閆旭冬 李文浩 王雁
( 中國電子科技集團公司第二研究所)
摘要:
針對微電子管殼類產(chǎn)品的高氣密性封裝,總結(jié)了對不同型號產(chǎn)品使用全自動平行縫焊機進行焊接過程中出現(xiàn)的質(zhì)量問題,并提出了相應(yīng)的監(jiān)測及解決方案。采用此方法后經(jīng)現(xiàn)場生產(chǎn)批量驗證,切實降低了管殼產(chǎn)品的廢品率。 同時總結(jié)了全自動平行縫焊設(shè)備在設(shè)計過程中關(guān)于降低靜電危害的措施。 此質(zhì)量控制方法對微電子封裝工藝中提高良品率具有一定的借鑒意義。
全自動平行縫焊設(shè)備是微波器件、混合集成電路及光電器件等高氣密性封裝工藝的后道必需設(shè)備,可滿足電子器件小型化、高可靠及長壽命等管殼封裝工藝技術(shù)要求。
使用全自動平行縫焊設(shè)備對產(chǎn)品進行陣列封裝時,需要實時對產(chǎn)品的焊接質(zhì)量進行監(jiān)測。這是因為如果在焊接過程中發(fā)生焊接質(zhì)量問題,勢必會影響核心部件電極輪的表面質(zhì)量,進而造成后續(xù)產(chǎn)品連續(xù)報廢。
因此,本文總結(jié)了陣列焊接過程中經(jīng)常出現(xiàn)的質(zhì)量問題,提出了相應(yīng)的監(jiān)測及解決方法,為降低產(chǎn)品在設(shè)備傳輸過程中被靜電擊穿的風險,在設(shè)備整機設(shè)計過程中提出了需要增加相應(yīng)的措施。
1 平行縫焊工藝
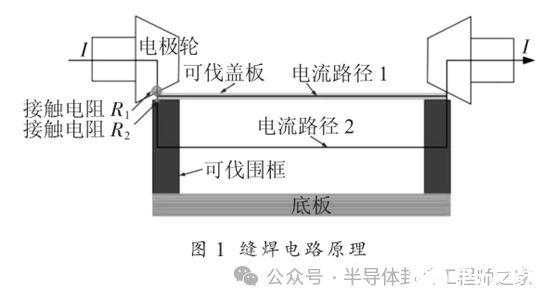
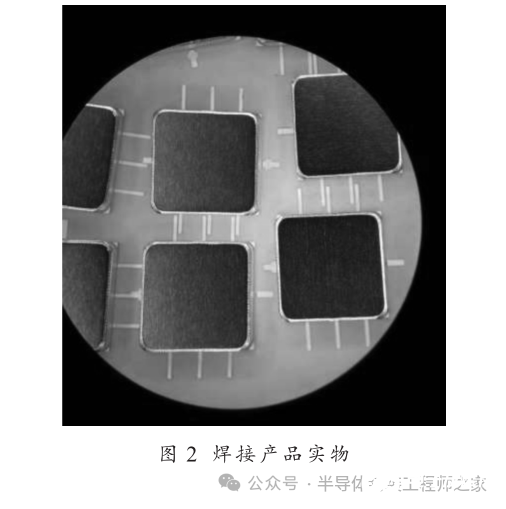
平行縫焊是一種電阻焊,是熔化焊的一種,采用雙點平行焊方式,通常用 2 個錐形的滾輪電極與金屬蓋板接觸后形成閉合回路。焊接過程中焊接電流的流動方式如圖 1 所示。焊接電流形成的脈沖電流在接觸電阻 R 1 處 (即電極與蓋板接觸處)產(chǎn)生大量的熱,由于熱量集中,使接觸處鍍層熔化,而產(chǎn)品母材不熔化,凝固后形成一連串外部及內(nèi)部均為互相交疊的焊點,進而形成氣密性封裝 [1-2] 。焊接后實物產(chǎn)品如圖 2 所示,在管殼邊緣形成一道致密的相互重疊的連續(xù)焊點,從而保證管殼整體具備很高的氣密性。
2 常見縫焊質(zhì)量問題及解決方法
2.1 打火導(dǎo)致產(chǎn)品報廢
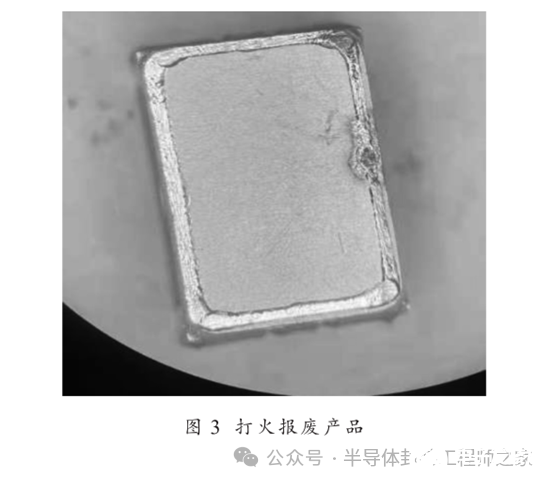
由于電極輪焊接打火而造成的產(chǎn)品報廢,如圖3 所示,可明顯觀察到在長邊方向有一處較大的焊痕異常。陣列縫焊過程中,若電極輪在隨機焊接某只產(chǎn)品時發(fā)生嚴重打火情況(原因可能是蓋板表面臟污或電極受力不均勻?qū)е聝蓚€電極輪壓到產(chǎn)品上的壓力差過大),電極輪的焊接圓錐面將發(fā)生嚴重損害,如發(fā)生坑狀損壞。如不及時更換新的電極,將對后續(xù)所有產(chǎn)品焊接質(zhì)量造成不可逆的影響,造成產(chǎn)品連續(xù)報廢,最終嚴重影響成品率。
基于上述產(chǎn)生不良品情況,本文提出對陣列焊接過程中對每只產(chǎn)品焊接過程中施加的電特征
參數(shù)及電極受反向壓力波動進行采集并做數(shù)據(jù)分析,進而總結(jié)出正常焊接和異常焊接對應(yīng)的數(shù)據(jù)范圍,最終當出現(xiàn)焊接質(zhì)量異常時,通過異常數(shù)據(jù)實時作出反饋。為驗證解決方案的可行性,進行了工藝現(xiàn)場驗證。
工藝現(xiàn)場使用絕緣膠對試驗用空管殼某一邊表面施加不同面積大小的人為污損,并進行焊接,通過數(shù)據(jù)采集得到如下結(jié)論:當人為涂抹絕緣膠的面積較小時,會發(fā)生較小程度的打火情況,反饋的電流及電壓信號的尖端波動值較小。反之,當人為涂抹絕緣膠的面積較大時,會發(fā)生較大程度的打火情況,反饋的電流及電壓信號的尖端波動值隨之增大。
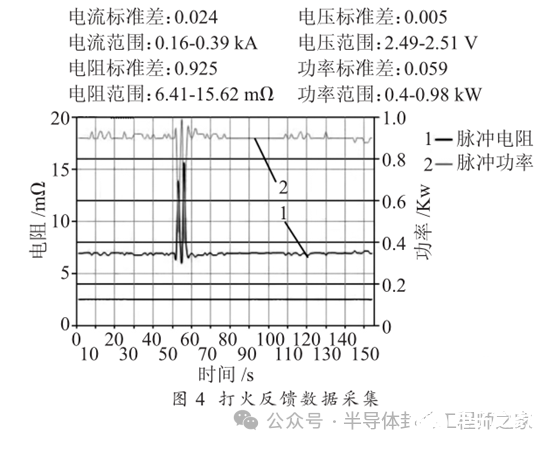
對應(yīng)圖 3 中產(chǎn)品發(fā)生較大程度打火時,對反饋電流、電壓、電阻、功率等數(shù)據(jù)進行采集記錄,如圖 4 所示。由圖 4 可清晰地看出,電流及功率參數(shù)在焊接過程中出現(xiàn)了突變數(shù)據(jù)。
通過對客戶現(xiàn)場某種產(chǎn)品上千組焊接參數(shù)的采集分析,最終選用電阻標準差用于判斷打火報
警狀態(tài)。生產(chǎn)現(xiàn)場根據(jù)不同產(chǎn)品焊接正常與異常狀態(tài)下電阻標準差大小,確定該值的最佳閾值。當實時值高于此閾值時,上位界面出現(xiàn)報警,提示操作人員進行相關(guān)手動操作(更換電極輪耗材)。報警解除后,繼續(xù)批量焊接產(chǎn)品。
2.2 焊痕均勻性不穩(wěn)定
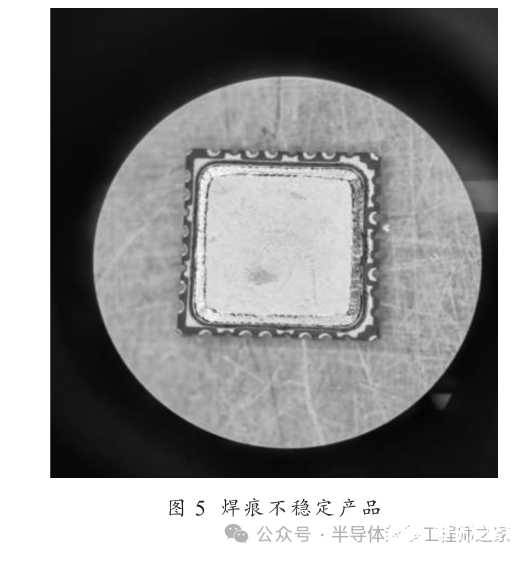
平行縫焊焊接產(chǎn)品某一對邊時,正常焊接成品的焊痕是均勻的魚鱗紋排布(見圖 2)。但在焊接某些大尺寸產(chǎn)品時,會出現(xiàn)某一邊的焊痕不清晰,甚至出現(xiàn)焊痕斷裂排布的情況 [3] 。如圖 5 所示,管殼左右兩側(cè)的焊痕寬度不一,另外焊痕的致密程度也發(fā)生不一致的情況。
通過壓力試驗分析,平行縫焊過程中如果施加到管殼長邊(或短邊)兩端的壓力與設(shè)定值差距較大,最終縫焊會造成一次縫焊而兩端焊痕明顯不一致的情況發(fā)生,因此縫焊過程中對焊接壓力的監(jiān)控尤為重要。尤其是當施加到管殼兩側(cè)的壓力差大于 50g 后,焊痕一致性的問題更加突出。
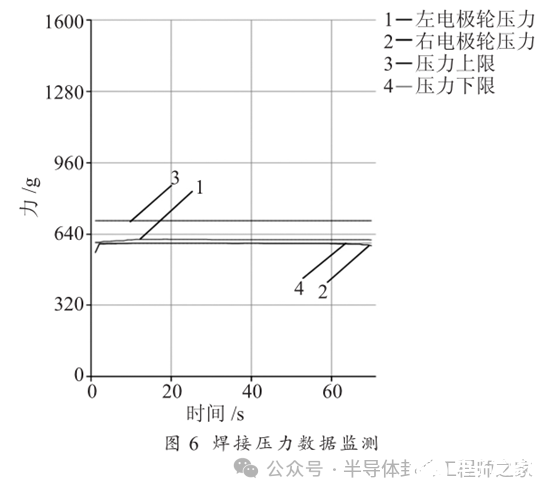
通過對客戶現(xiàn)場某產(chǎn)品的兩側(cè)焊接壓力進行全程實時監(jiān)控,設(shè)定二者差值變化閾值(如 50 g),當實時值超出此閾值時,上位界面出現(xiàn)報警,提示操作人員進行相關(guān)手動操作。報警解除后,繼續(xù)批量焊接產(chǎn)品,如圖 6 所示為焊接壓力監(jiān)控界面。
此外,對于某些大尺寸產(chǎn)品,尤其需要采取大能量焊接的產(chǎn)品,由于焊接過程中自身存在較大幅度的持續(xù)震動,勢必引起與焊接電極輪相接觸的彈簧產(chǎn)生大幅度的共振波動,從而造成長邊(或短邊)兩端的焊接壓力差值差異變大。因此,如果在現(xiàn)場工藝許可的情況下,可將彈簧施加焊接壓力的方式更換為定額砝碼方式,此方法的優(yōu)勢在于電極輪在滾動焊接過程中,始終以恒定的壓力作用于產(chǎn)品兩側(cè)。另外值得注意的是,砝碼施加壓力的方式在部分進口設(shè)備中得到廣泛使用。
2.3 產(chǎn)品電性能測試失效原因分析
通過對大批量產(chǎn)品焊接后電性能的測試,發(fā)現(xiàn)產(chǎn)品內(nèi)部芯片存在失效的情況。經(jīng)過對蓋板拆除后進行清零分析,部分電性能不達標的根本原因在于產(chǎn)品在設(shè)備內(nèi)傳輸過程中受到較大靜電影響,導(dǎo)致芯片被擊穿。因此產(chǎn)品在設(shè)備內(nèi)部傳輸及焊接過程中,需要對設(shè)備自身的防靜電有所規(guī)范。尤其是與產(chǎn)品直接接觸的工裝表面電阻值應(yīng)該滿足行業(yè)標準 104~109 Ω。
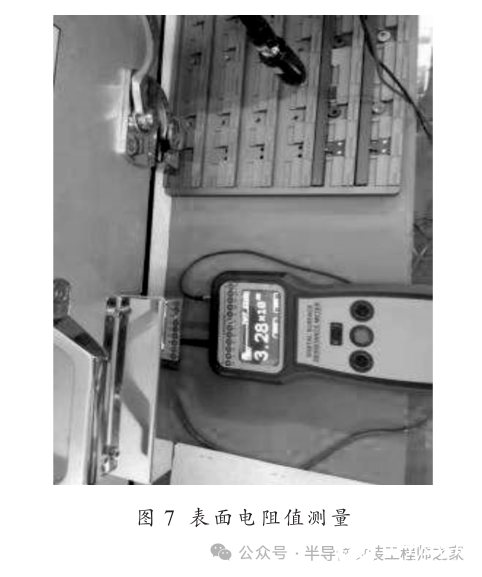
為了滿足行業(yè)標準,需要對以下項目做嚴格規(guī)范:針對鋁制工裝,可對其表面進行硬質(zhì)氧化處理,鍍層厚度控制于 30~50 μm,圖 7 所示為工裝表面電阻值的測量情況。此工裝表面鍍層厚度為 30 μm,經(jīng)測試表面電阻值為 3.28×10 8 Ω,滿足行業(yè)標準。此外,設(shè)備內(nèi)(含門板、外殼)固定金屬部件接地電阻小于 4 Ω,移動金屬部件接地電阻小于 100 Ω。如圖8 所示,對設(shè)備內(nèi)仰視視覺系統(tǒng)結(jié)構(gòu)進行接地電阻測試,電阻值為 0.8 Ω,滿足行業(yè)要求。

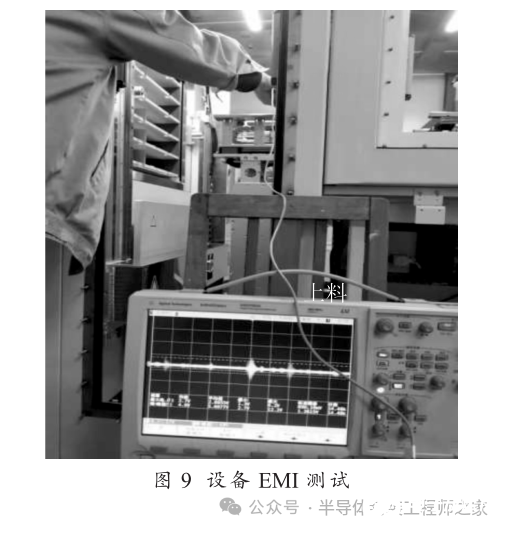
最后需要經(jīng)過對各運動在靜止及運動狀態(tài)下進行 EMI 測試,峰值均應(yīng)小于 15 V,尤其需要注意設(shè)備處于運動狀態(tài)下的測試值。如圖 9 所示,對上料部分移動單元以 5 mm/s 進行運動,記錄運動過程中該部件的 EMI 值,整個運動過程中,峰值為 10 V,滿足行業(yè)要求。若該值即使在接地處理后仍然不滿足要求,需要對電機等動力線增加磁環(huán)屏蔽。
上述檢測方法及微電子行業(yè)標準要求同樣適用于管殼前道工藝,如高精度貼片、引線鍵合等生產(chǎn)過程中。整個封裝工藝過程中,需保證設(shè)備自身的防靜電規(guī)范,從而降低管殼產(chǎn)品被擊穿的風險,保證最終的成品率。
3 結(jié)束語
本文總結(jié)了全自動縫焊設(shè)備生產(chǎn)過程中影響產(chǎn)品質(zhì)量的主要原因。并且針對性地提出了相應(yīng)的解決方案,經(jīng)驗證提高了管殼高氣密性封裝的成品率。
審核編輯 黃宇
-
焊接
+關(guān)注
關(guān)注
38文章
3563瀏覽量
63236 -
微電子
+關(guān)注
關(guān)注
18文章
413瀏覽量
42878
發(fā)布評論請先 登錄
C編譯器錯誤與解決方法
電能質(zhì)量問題:早發(fā)現(xiàn)、早解決

程序加載過程中遇到的問題及其解決方法
電能質(zhì)量問題對新能源設(shè)備有哪些危害?
電器類產(chǎn)品COC認證辦理指南

有哪些常見的電能質(zhì)量問題?

不同的電能質(zhì)量問題對裝置數(shù)據(jù)驗證頻率有何影響?

小型電子類產(chǎn)品擠壓測試的應(yīng)用實例

電機常見的噪音、振動問題及解決方法
電能質(zhì)量問題為何必須解決?|從監(jiān)測到治理的完整成本分析
新能源并網(wǎng)、數(shù)據(jù)中心、工廠生產(chǎn)等電能質(zhì)量問題有哪些現(xiàn)象?
堆焊過程熔池相機實時缺陷檢測技術(shù)
電機常見故障分析及解決方法

為什么90%的工廠質(zhì)量問題頻發(fā)?MES質(zhì)量管理這樣做



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論