 CRT六軸雙工位激光焊接系統示教編程入門
CRT六軸雙工位激光焊接系統示教編程入門

CRT六軸雙工位激光焊接系統示教編程入門
移動例程:例程要求(左工位):如圖1所示:(1)移動到“點1”,點焊時間1s,激光功率60%;(2)移動至“點2”,點焊時間2s,激光功率80%;(3)移動至“點3”,激光功率90%,從“點3”拖焊至“點4”。
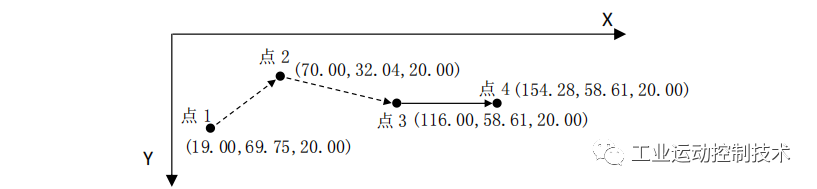
圖1
操作步驟如下:
1.開機:上電開機后畫面如圖2所示;
2.輸入工件編號:在“開機界面”下選擇“4.工件編號”,再按“確認”鍵,彈出“請輸入工件編號”窗口,以本例1號加工文件為例,在窗口輸入“1”后,按“確認”鍵確認。
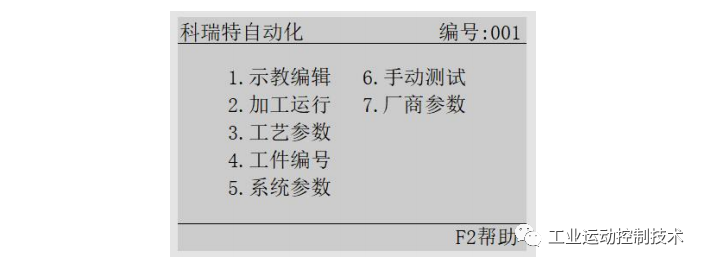
圖2
3.進入示教編輯:在“開機界面”下按“1”,再按“確認”鍵進入“圖形瀏覽”界面,如圖3所示。
4.設計工藝流程:根據例程要求設定工藝流程為(1)移動到點1;(2)點焊時間為1s、激光功率為60%;(3)移動至點2;(4)點焊時間為2s,激光功率為80%;(5)移動至點3;(6)由點3開始拖焊至點4,同時進行激光焊接動作;(7)結束。
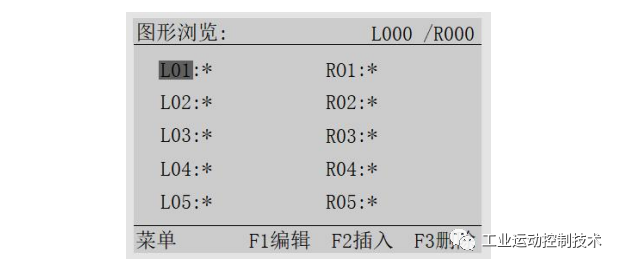
圖3
5.編輯工藝程序1:光標選中序號“L01”,按“F1”鍵,彈出二級窗口“運動類型”,運動類型窗口如圖4所示,移動光標選中“點焊”,按“確認”鍵進入“點焊編輯界面”,點焊功能編輯如圖5所示,設置完點焊參數后,按“L-In”鍵保存對序號“L01”選定功能“點焊”的編輯。第一個圖元編輯完畢,如圖6所示。
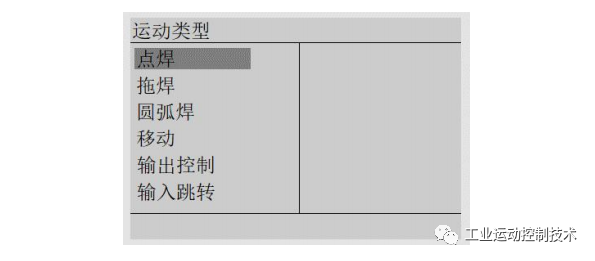
圖4
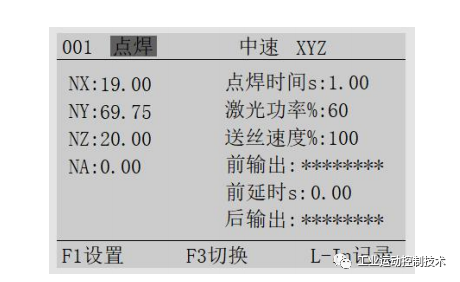
圖5

圖6
6.編輯工藝程序2:移動光標選中序號“L02”,彈出二級窗口“運動類型”,移動光標選中“點焊”,按“確認”鍵進入“點焊編輯界面”,點焊功能編輯如圖7所示,設置完點焊參數后,按“L-In”鍵保存對序號“L02”選定功能“點焊”的編輯。第二個圖元編輯完畢,如圖8所示。
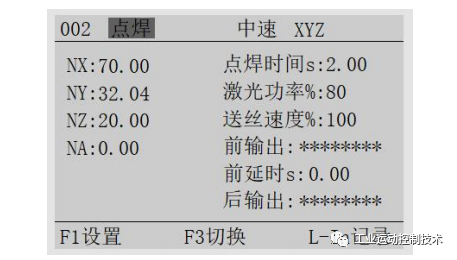
圖7
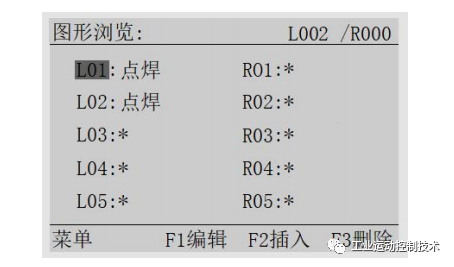
圖8
7.編輯工藝程序3:移動光標選中序號“L03”,彈出二級窗口“運動類型”,移動光標選中“拖焊起點”,按“確認”鍵進入“拖焊起點編輯界面”,拖焊起點功能編輯如圖9所示,設置完點焊參數后,按“L-In”鍵保存對序號“L03”選定功能“拖焊起點”的編輯。第三個圖元編輯完畢,如圖10所示。
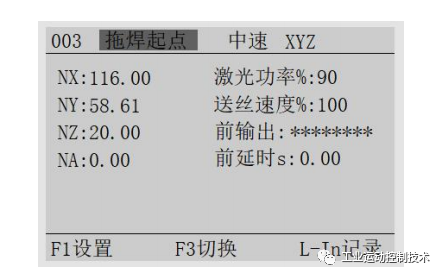
圖9

圖10
8.編輯工藝程序4:移動光標選中序號“L04”,彈出二級窗口“運動類型”,移動光標選中“拖焊終點”,按“確認”鍵進入“拖焊終點編輯界面”,拖焊終點功能編輯如圖11所示,設置完點焊參數后,按“L-In”鍵保存對序號“L04”選定功能“拖焊終點”的編輯。第四個圖元編輯完畢,如圖12所示。
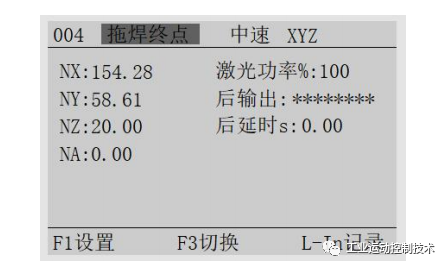
圖11

圖12
9.運行驗證:返回到“開機界面”,點擊“RUN(外接按鍵)”,點擊“左工位(外接按鍵)” (注意:運行前先要確保“各軸系數”和“運行速度”已經設置,且在合理的范圍內),可以看到系統依次加工所編輯的四個點。
-
激光
+關注
關注
21文章
3658瀏覽量
69630 -
crt
+關注
關注
2文章
86瀏覽量
37131 -
焊接系統
+關注
關注
0文章
21瀏覽量
4201
發布評論請先 登錄
六軸驅動,如何一步到位?TMCM-6214 的多軸控制!

SDI錄像機CM8004B:賦能示教領域,驅動技能教學數字化升級

岳信儀器單工位與雙工位氣密性測試儀怎么選?看完這篇不再糾結

激光焊接技術在焊接空調閥的工藝應用

創想智控焊縫激光跟蹤系統在管板免示教焊接的應用


激光焊接機:新能源動力電池焊接領域的“得力助手”
拖動示教噴涂設備有哪些部件組成?





 工商網監
工商網監
評論