 激光焊接方法之激光填絲焊接(激光焊接系統)
激光焊接方法之激光填絲焊接(激光焊接系統)

為什么需要激光填絲焊?
相比于傳統焊接方法,激光焊接具有顯著的優勢——熱輸入低、焊接速度快、熱影響區小、熱變形小等,近年來激光焊接得到了廣泛的使用,在汽車工業、船舶工業、核電工業、航天航空工業等高科技行業應用的越來越廣泛,而且隨著成套設備成本的降低,在日常五金用品及其它生活相關領域的應用開始迅速增長。但與此同時單激光焊接也存在一定的不足之處,不能很好的滿足越來越多樣性的需求:其一,單激光焊接對焊縫的裝配間隙要求非常嚴格,通常要求其間隙<0.2mm,否則很難實現良好連接;其二,單激光焊接在焊接裂紋敏感性高的材料時非常容易造成焊縫開裂,不能夠對焊縫成分進行調整以控制裂紋的產生;其三,單激光焊接焊接大厚度板材時需要超高功率的激光器,其熔透能力完全取決于激光器的功率上限,并且還不能完全保證焊縫質量。
為了適應各行業發展的需求,激光焊接的方式方法也有改良進步,相應的發展出了諸如本文所要講述的激光填絲焊接等焊接方法。激光填絲焊接是在單激光焊接的基礎上發展起來的,相對于單激光焊接其具有明顯的優勢:
①大幅降低工件的裝配要求,因為有焊絲加入焊接過程,焊縫熔池金屬會大幅增多,能夠橋接更大的焊縫間隙,同時能夠使焊縫較為飽滿;
②可控制焊縫區域的組織性能,因為焊絲的成分相比于焊縫接頭母材成分有一定的差別,焊絲熔入熔池后可調整焊縫熔池的質量、成分及其比例,控制其凝固過程及微觀組織的產生;
③線能量輸入較小,熱影響區及熱變形均較小,非常有利于焊接對變形要求嚴格的工件;
④可實現較小激光功率焊接較厚的材料,因為焊絲加入焊接過程,可以實現多道焊接,并且焊縫熔池金屬會顯著增大,這樣就可以對焊縫接頭進行開破口處理,以此來減小焊件的實際激光焊接厚度,進而實現多道激光填絲焊接厚板材料。
激光填絲焊與激光填絲釬焊的區別
激光填絲焊形式如圖1所示,其不同于圖2所示的激光填絲釬焊。兩種焊接方法的基本元素是一致的,均是由激光束、焊絲、待焊工件組成,保護氣體根據實際需要決定是否添加,所涉及的主要設備有送絲機、焊機、填絲焊軟槍頭、焊接頭、高功率激光器。
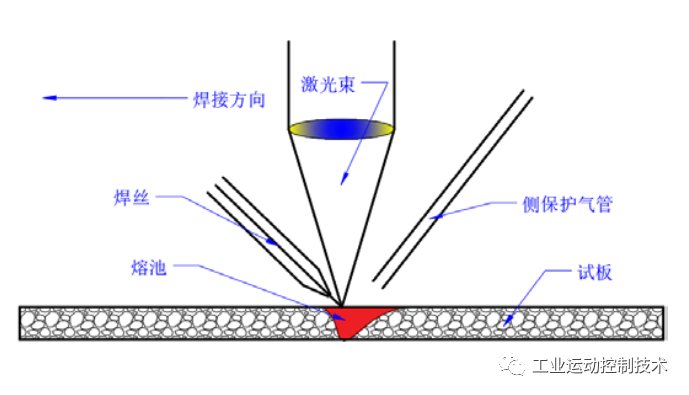
圖1 激光填絲熔焊
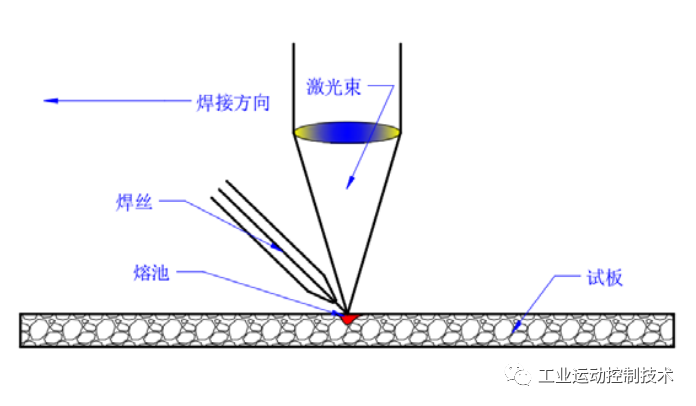
圖2 激光填絲釬焊
兩種焊接方法雖然外在形式基本沒有差別,但是在本質上是有顯著差別的。激光填絲焊時,激光器一般選用高功率光纖激光器,激光不僅需要焊絲,還需要熔化母材并在母材上形成激光深熔焊特有的小孔效應,形成較深的熔池,焊絲成分與母材金屬成分充分混合形成一種新的混合熔池,該混合熔池的元素成分及其比例、質量相對于焊絲與母材有較大的差別,所以可以針對母材本身的性能缺陷,選擇合適的焊絲添加到焊接過程中,從而在微觀層面上對焊縫的抗裂性、抗疲勞性、耐蝕性、耐磨性等方面進行有目的性的改善。除此之外,激光填絲焊可以進行多道堆疊焊接,因為能夠實現具有小孔效應的深熔焊,可以實現上下兩層焊道的充分熔合,避免未熔合的嚴重缺陷,這樣就具備焊接大厚度接頭的能力。
激光填絲釬焊時,激光器一般選用高功率半導體激光器,激光幾乎全部作用在焊絲上,僅有極少量的激光會作用于焊縫并熔化焊縫表層少量金屬,其熔池幾乎就是由熔化的焊絲形成,所以其焊縫性能主要取決于焊絲的元素成分及其比例以及熔化的焊絲在焊縫處的鋪展及與焊縫母材的結合情況,激光填絲釬焊的主要目的是實現焊縫接頭一定的連接強度和密封性,并且,激光填絲釬焊不能夠進行多道堆疊焊接,其上下兩層焊道基本上不能夠實現充分有效的熔合,接頭力學性能非常差。
激光填絲焊的應用領域
隨著激光填絲焊技術的發展以及激光器功率上限的提高,激光填絲焊的應用范圍越來越廣泛,主要有以下幾個方面:
激光填絲焊接鋁合金
一般情況下,因為鋁合金本身對激光具有較高的反射率以及高的導熱率,在激光焊接鋁合金時需求的激光功率較大,這會導致鋁合金中的低沸點元素(如Mg,Zn等)嚴重蒸發燒損,同時其熔池金屬表面張力較低影響焊縫凝固特征,這些原因會導致激光焊接鋁合金依然存在較多的問題——焊縫接頭力學性能較差、焊縫成型較差、氣孔及裂紋嚴重。而使用激光填絲焊接鋁合金會明顯改善這些問題:①激光填絲焊可以改善焊縫表面的凹陷,有效改善焊縫成型,且焊接過程飛濺小;②焊絲的加入不僅可以影響焊縫中柱狀晶的結晶取向,淡化焊縫中心柱狀晶相對生長所產生的結晶交界面,改善焊縫成型,還可以提高材料對激光的吸收率、增大熔寬、顯微硬度略有降低,而且在優化的工藝參數下,接頭的抗拉強度及延伸率會顯著提高;③合適的工藝參數焊接可以獲得內部無明顯缺陷、顯微硬度達HV60以上、接頭HAZ區無明顯軟化的焊縫接頭,拉伸試驗時斷裂在母材區域。
激光填絲焊接異種金屬
對于某些苛刻的工作環境或者基于成本考慮,往往需要一個工件能夠同時具備多個方面的特殊性能,比如耐蝕性、高比強度、耐熱性、耐磨性、高導電率、散熱性好等,但是絕大多數金屬材料都不可能同時具備多個較為突出的特殊性能,而且具有特殊性能的金屬材料往往是稀缺昂貴的,不能夠大量使用,所以如果能夠使具有特殊性能的多種材料實現有效連接,則可能滿足使用需求。而異種金屬材料的物化性能差異一般較大,在焊接過程中不可避免的會形成金屬間化合物,其對焊縫接頭性能的影響非常大,脆性的金屬間化合物會使焊縫極易產生裂紋,故直接采用單激光焊接異種金屬接頭是非常困難的,其過程穩定性難以控制,工藝復現困難。大量的學者專家研究發現激光填絲焊用于焊接異種金屬效果相對較好,選用合適的填充焊絲會對金屬間化合物的形成有一定程度的抑制作用,可以大幅提高焊接接頭的力學性能,:①采用激光填絲焊焊接的Mg/Cu搭接接頭,在適當的工藝參數下可獲得成型良好并具有一定強度的異種金屬接頭,其抗剪強度最大可達164.2MPa,為鎂合金母材的64%;②對Al/Ti搭接接頭和對接接頭進行的焊接研究,結果表明采用矩形光斑時焊接過程穩定,成型美觀,工藝參數范圍寬,焊縫質量較高,其最大抗拉強度達到鋁合金母材的94%。
改善焊縫成型
對于有承載用途的工件,如果焊縫塌陷會減小其有效厚度,力學性能會降低,如果焊縫咬邊會導致焊縫邊緣產生應力集中處,力學性能也會降低;對于有外觀要求的工件,如果焊縫塌陷或者咬邊均會產生嚴重的視覺效果影響,均是不可接受的。為了使焊縫飽滿,激光填絲焊是非常好的方法,因為有焊絲熔入熔池中,它可以有效增大熔池體積,進而保證焊縫飽滿無咬邊缺陷。
對于拼縫間隙較大的工件(一般≥0.3mm),單激光焊接很難實現有效連接,只能通過填充額外材料才能將焊縫間隙填滿,所以激光填絲焊是非常有效的解決辦法。
窄間隙填絲焊
窄間隙激光填絲焊接可利用中小功率激光器來實現中厚板的有效焊接,不僅可以通過添加焊絲來改變焊縫金屬的成分與組織,提高焊接接頭的綜合性能,同時也可改善單激光焊接對坡口間隙的適應性和容錯性,并且焊縫熱影響區較窄,焊后接頭的應力也較小,具有很大的工程應用價值,所以近年來很多專家學者都對其進行了相關研究:①采用窄間隙激光填絲多道焊的方法焊接的40mm厚Q345D船用鋼板,結果表明合適的焊接工藝參數可以得到成型好、無氣孔、無未熔合等缺陷的焊接接頭,焊縫中心沖擊韌性良好,焊縫的抗拉強度高于母材;②采用窄間隙激光填絲多道焊的方法焊接的50mm厚轉子鋼,結果表明合適的焊接工藝參數可以得到成型良好,無側壁未熔合等缺陷,接頭沖擊韌性有所降低,但是其抗拉強度高于母材;③對20mm厚的5083鋁合金進行的窄間隙激光填絲焊研究,結果表明適當的焊接工藝參數可以獲得氣孔較少、無未熔合等缺陷的焊接接頭。
應用案例及設備和工藝參數建議
1. 應用案例
改善焊縫成型
要求:1mm 和 3mm 不銹鋼拼焊,要求焊縫無氣孔,成型較好。
設備:4000W激光器(光纖芯徑 200μm)、送絲機、焊接頭。
工藝參數:如表 1 所示。
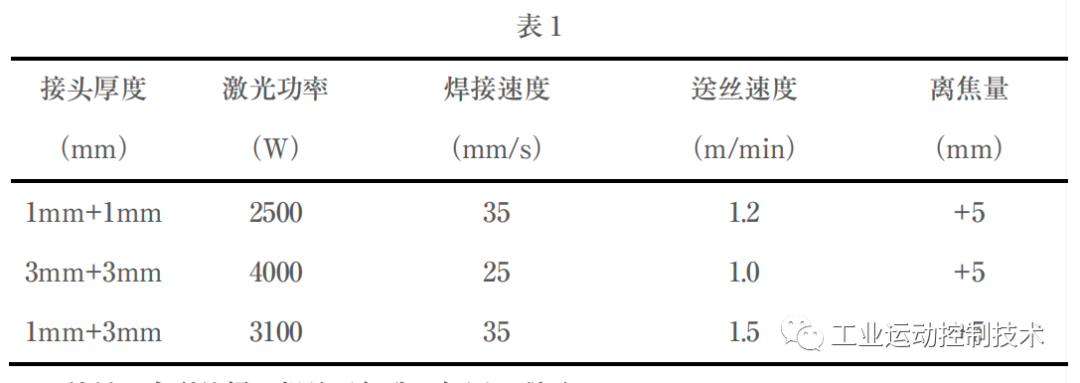
結果:成型較好,焊縫無氣孔,如圖 3 所示。
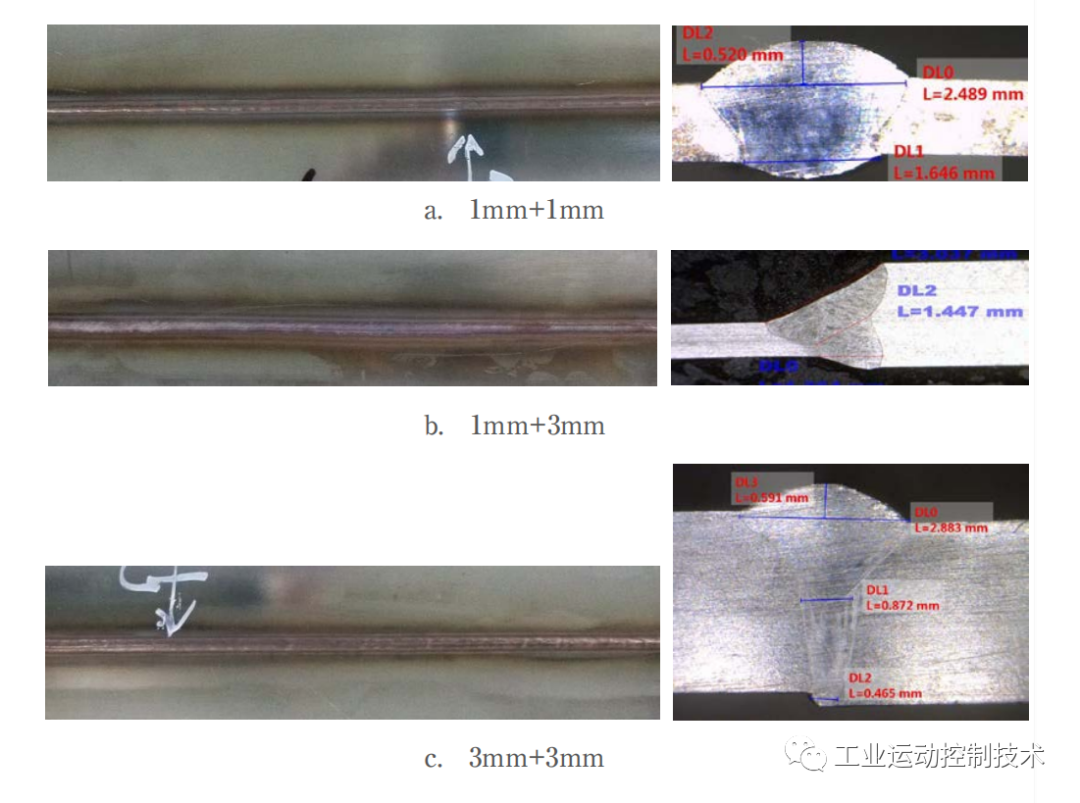
圖 3 焊縫成型及橫截面形貌
窄間隙激光填絲多道焊接
要求:18mm 厚的 Q345 船用鋼板拼焊,要求焊縫氣孔較少,沒有未熔合,接頭抗拉強度高于母材,焊縫成型較好。
設備:6000W激光器(光纖芯徑 400μm)、送絲機、焊接頭。
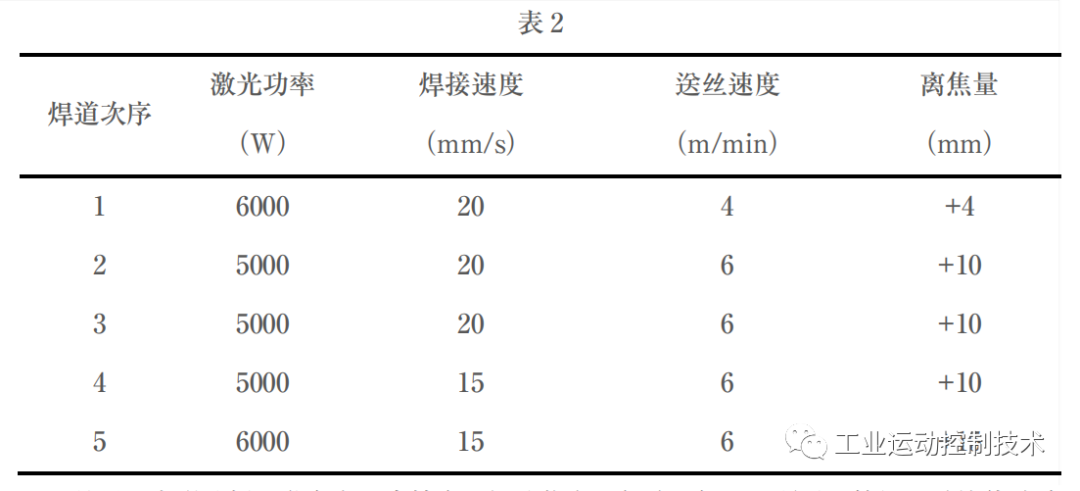
工藝參數:焊道必須開坡口,坡口尺寸如圖 4 所示,其他焊接工藝參數如表 2 所示。
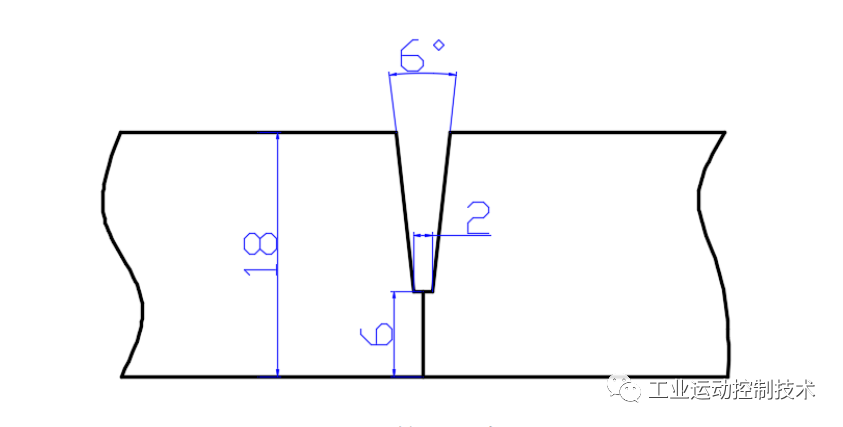
圖 4 坡口尺寸
結果:成型較好,沒有出現未熔合,焊縫基本無氣孔,如圖 5 所示,并且經過拉伸試驗證明,焊縫斷裂在母材,說明接頭抗拉強度高于母材。
2. 設備及工藝參數建議
改善焊縫成型及質量
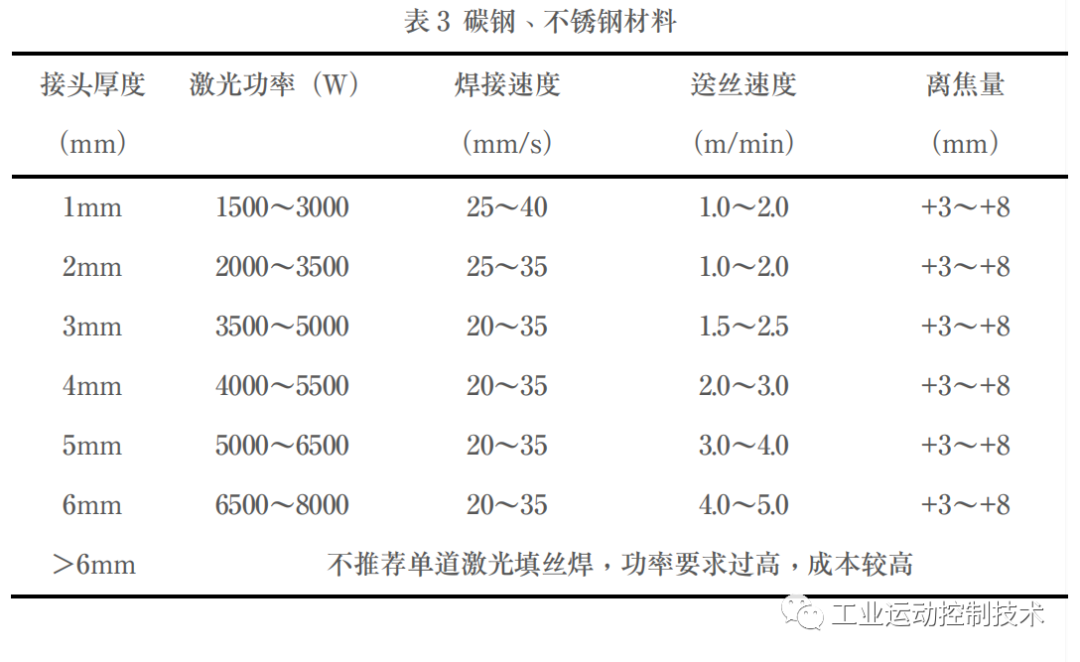
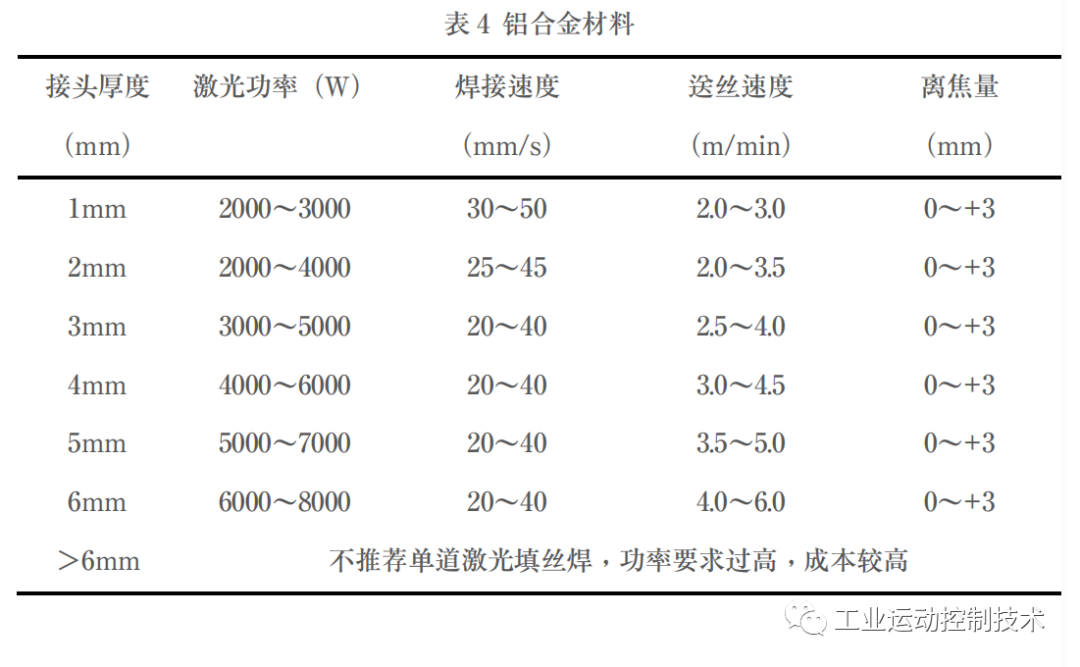
針對常用材料的對接接頭激光填絲焊,為了改善焊縫成型,一般推薦激光器及光纖芯徑、焊接頭配置應當保證聚焦光斑直徑為 0.4mm~0.6mm 之間,并且焊絲應當選擇適當的牌號,其他焊接參數如表 3、表 4 所示。
窄間隙激光填絲多道焊接
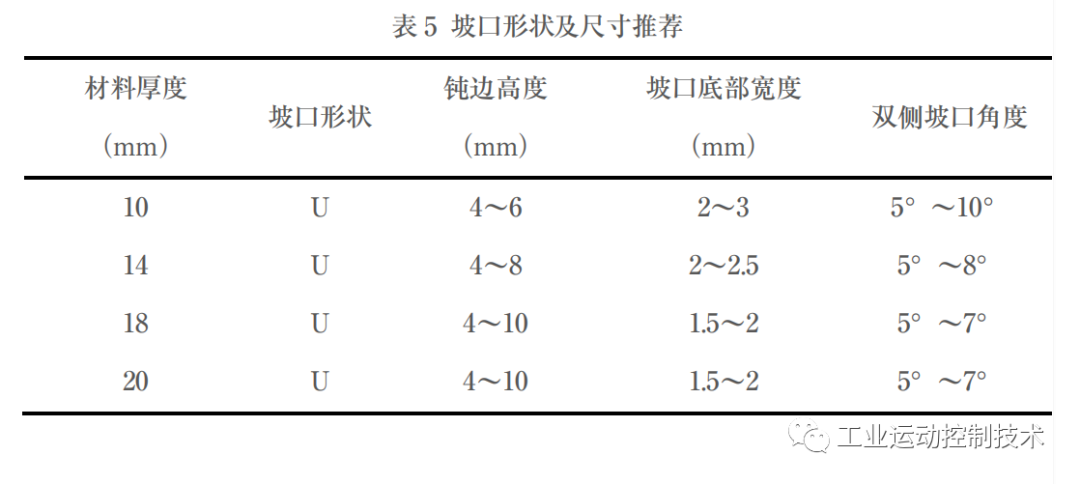
對于窄間隙激光填絲多道焊接中厚板時,一般建議聚焦光斑直徑為 0.6mm~1.0mm,并且焊絲應當選擇合適的牌號,除此之外,接頭的坡口尺寸必須合理設計,坡口尺寸不能過大,否則容易導致焊縫內部出現未熔合,一般推薦坡口尺寸如表 5 所示;焊道數量應根據接頭最大厚度來確定,第一道打底焊道建議采用設備的最大焊接能力來確定,之后的每一道深度一般為 3mm~5mm;至于每一條焊道所用的焊接工藝參數,則需根據其所需焊接深度以及當前焊道寬度來確定,其中焊道寬度越大時,離焦量應當適度增大以防止出現側壁未熔合。
-
激光
+關注
關注
21文章
3658瀏覽量
69633 -
焊接
+關注
關注
38文章
3563瀏覽量
63235
發布評論請先 登錄

激光焊接技術在焊接馬蹄腳工藝中的應用

激光焊接技術在焊接風機閥門工藝中的應用

激光焊接技術在焊接導管和電極絲工藝中的應用


激光錫絲焊接與激光錫膏焊接的區別

激光焊接技術在焊接制冷配件工藝中的應用

激光焊接技術在焊接罐體工藝中的應用

激光焊接技術在焊接空調閥的工藝應用

激光焊接技術在焊接電磁閥的工藝應用

激光焊接技術在焊接渦輪風扇工藝中的特點

藍光激光焊接技術在焊接銅排的工藝應用




 工商網監
工商網監
評論