 CRT激光焊接的首尾激光功率控制要點
CRT激光焊接的首尾激光功率控制要點

激光焊接具有熱輸入量低,焊接變形小,易于實現自動化,生產效率高等優點,相比于常規的電弧焊方法,激光焊接具有無可比擬的優勢。

通常,在激光焊接過程中,由于焊接平臺或焊接機器人在運動開始和結束階段存在加/減速過程,若不對激光器的出光與關光階段進行工藝優化,焊縫起始和結束段就會出現過燒現象,具體表現為:起始部位呈現“凸”形貌,結束部位呈現“凹”形貌,如圖1所示。對焊縫整體均勻性產生較大影響,不僅會讓焊縫不美觀,而且凹凸部位會產生應力集中,導致整個焊縫強度降低。
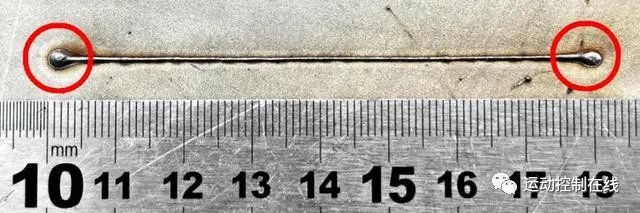
圖1
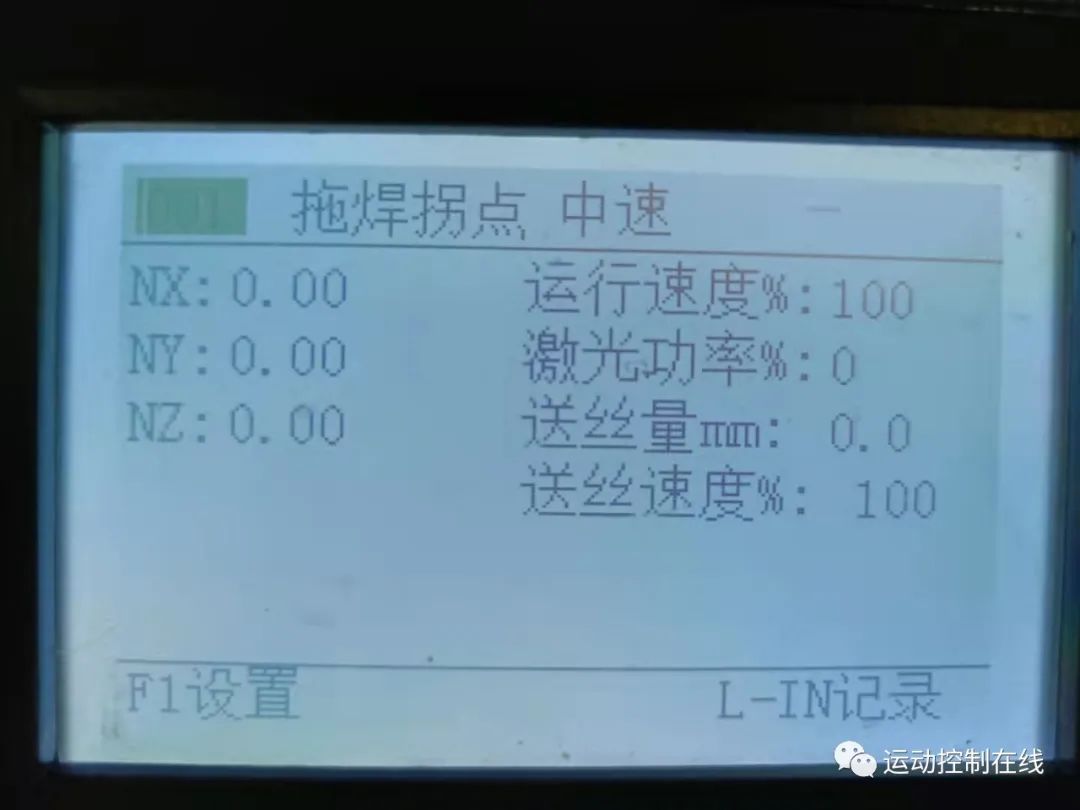
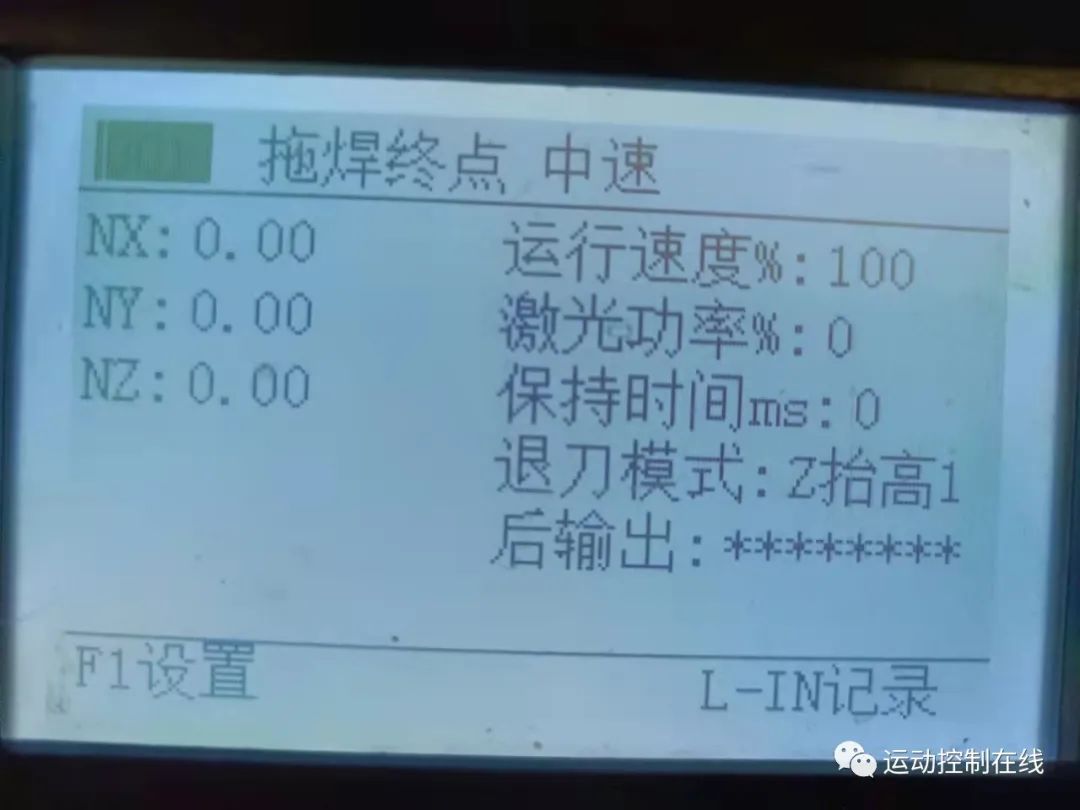
因此,在實際焊接過程中,一般通過在運動起始與結束階段對激光的功率控制來消除這種負面影響。在焊接起始階段,隨著運動機構從靜止到加速至所設定的焊接速度,功率從低逐漸升高;在焊接結束階段,隨著運動機構逐漸減速至靜止,激光功率逐漸降低。綜上所述,選擇合適的一套激光焊接運動控制系統實時控制激光功率,可以避免焊縫起始與結束處的凹凸形貌,效果如圖2所示。
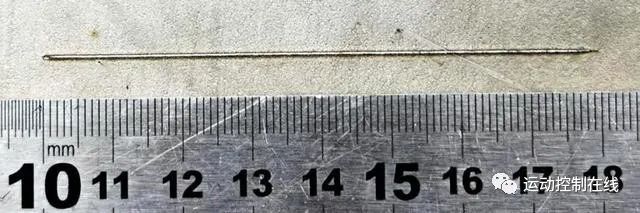
圖2
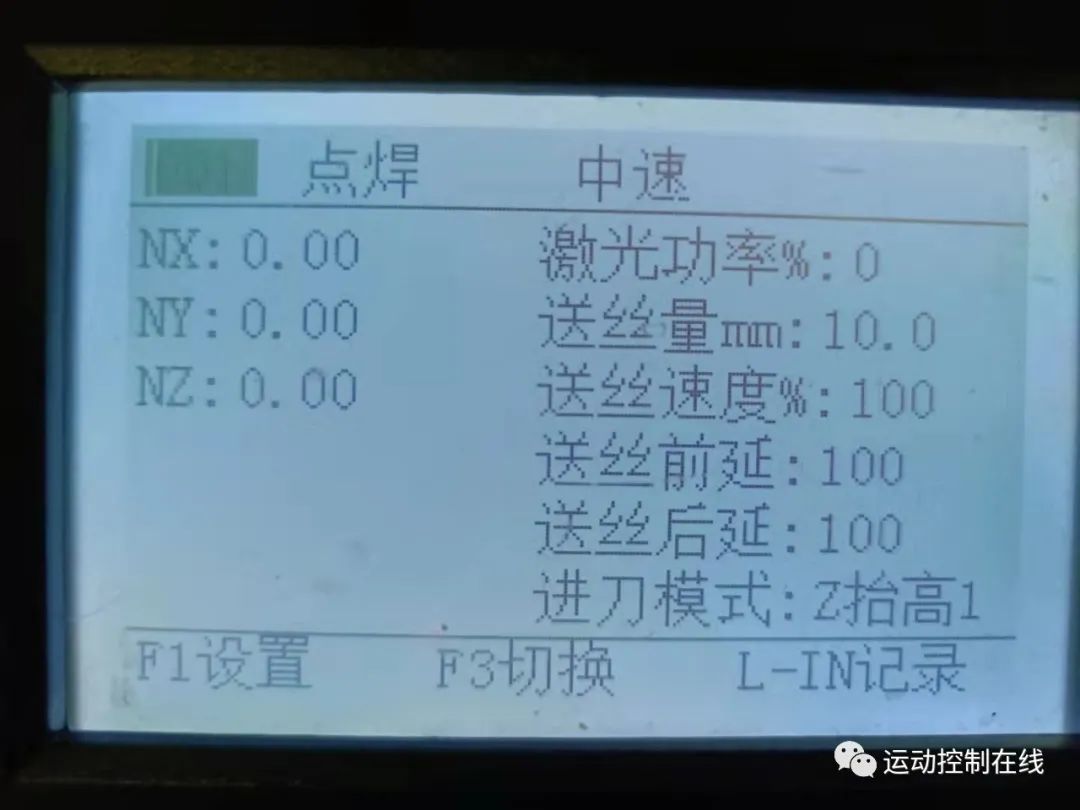
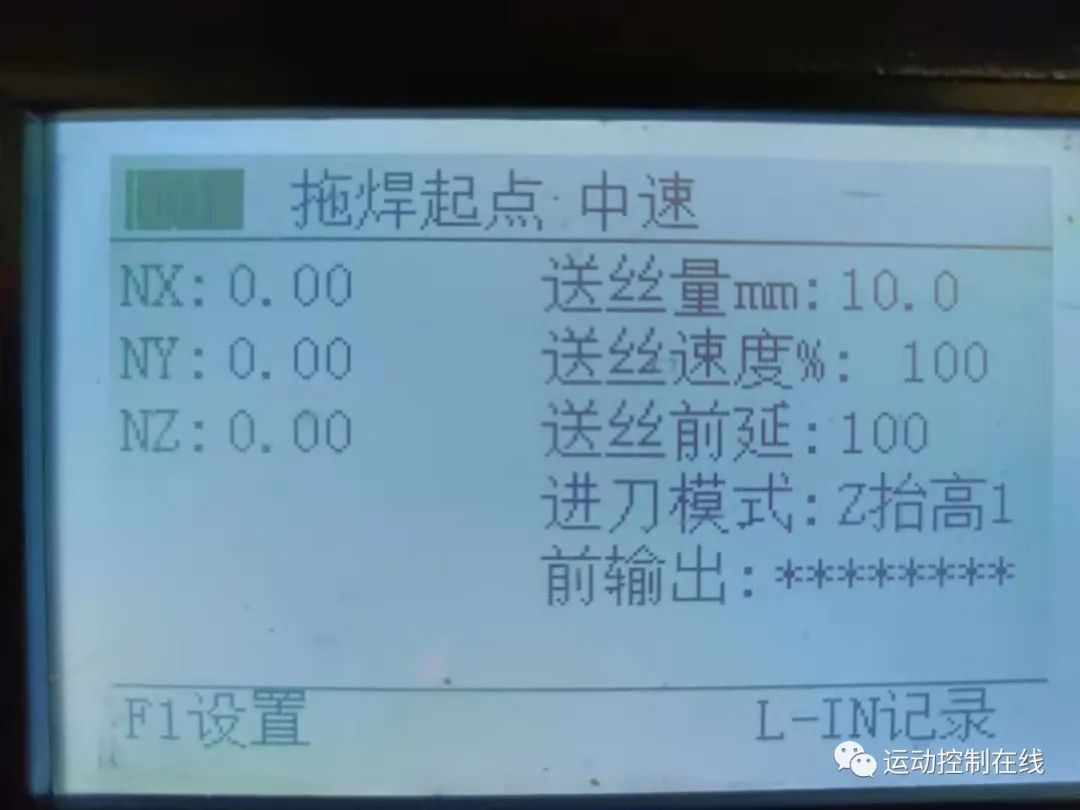
CRT-DMC640MH激光焊接系統采用模擬量實時調整參數實現激光輸出功率的控制。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
激光
+關注
關注
21文章
3658瀏覽量
69630 -
crt
+關注
關注
2文章
86瀏覽量
37131
發布評論請先 登錄
相關推薦
熱點推薦

激光焊接技術在焊接馬蹄腳工藝中的應用
提升了焊接精度與效率,同時改善了焊縫成型質量,具有重要的應用價值。下面來看看激光焊接技術在焊接馬蹄腳工藝中的應用。 在傳統焊接方式中,馬蹄腳

激光焊接技術在焊接咖啡罐工藝中的應用
過程中,激光束精準作用于罐體接縫區域,通過精確的能量控制實現材料的瞬間熔合。這種非接觸式加工方式避免了傳統焊接可能產生的機械損傷,同時極小的熱影響區有效保持了罐體材料的原始特性,確保了包裝的完整性。

激光錫絲焊接在精密電子制造領域的應用
的挑戰和機遇。 傳統的軟釬焊工藝已難以滿足小焊點、高焊接強度、窄熱影響區的現代電子制造需求,而激光錫絲焊接憑借其獨特的技術優勢,在精密電子制造領域展現出巨大潛力。 激光源與
激光焊接技術在焊接制冷配件工藝中的應用
隨著現代制造業的快速發展,激光焊接技術因其高精度、高效率及低熱影響等優勢,在制冷配件焊接領域得到了廣泛應用。制冷配件通常由銅、鋁、不銹鋼等材料制成,對焊接質量要求較高,而


激光焊接技術在焊接液冷板工藝中的應用
液冷板作為電子設備、新能源汽車電池組及高功率器件散熱的核心部件,其制造工藝對焊接質量要求極為嚴格。激光焊接技術憑借其高精度、低熱變形和優異密封性等特點,在液冷板加工領域展現出顯著優勢,
激光焊接技術在焊接斜管封片工藝中的應用
大、效率低等痛點。激光焊接憑借其獨特的優勢,正成為斜管封片精密制造領域的優選解決方案。下面來看看激光焊接技術在焊接斜管封片工藝中的應用。

激光焊接技術在焊接空調閥的工藝應用
空調閥作為制冷系統的核心控制元件,其制造質量直接影響系統密封性與使用壽命。激光焊接技術憑借高能量密度、精準熱輸入及非接觸加工特性,逐漸成為空調閥焊接工藝的主流選擇。下面來看看

激光焊接技術在焊接電磁閥的工藝應用
電磁閥作為流體控制系統的核心部件,其焊接質量直接關系到產品的可靠性和使用壽命。激光焊接技術憑借其獨特的工藝優勢,在電磁閥制造領域展現出顯著的應用價值。下面來看看

激光焊接技術在焊接渦輪風扇工藝中的特點
渦輪風扇作為航空發動機和某些工業設備的關鍵部件,其焊接質量直接影響到設備的性能和可靠性。激光焊接機,以其高精度、高效率、熱影響區小等優勢,在焊接渦輪風扇工藝中得到了廣泛應用。下面來一起

藍光激光焊接技術在焊接銅排的工藝應用
銅排作為一種重要的導電材料,在電力、電子及新能源等領域有著廣泛的應用。傳統的焊接方法,如電阻焊、氬弧焊等,在焊接銅排時往往存在飛濺、氣孔、裂紋等缺陷,影響了焊接質量和效率。近年來,隨著激光

激光焊接技術在焊接射線管的工藝優勢
是對這些優勢的詳細闡述: ?1.高精度焊接:激光焊接機能夠實現微米級別的精確控制,這確保了射線管在焊接過程中各部分的精準對接。高精度的




 工商網監
工商網監
評論