 動力電池的生產工藝
動力電池的生產工藝

極芯是一個電池系統的最小單元。多個極芯組成一個模組,再多個模組組成一個電池包,這就是車用動力電池的基本結構。電池就像一個儲存電能的容器,能儲存多少的容量,是靠正極片和負極片所覆載活性物質多少來決定的。正負電極極片的設計需要根據不同車型來量身定做的。正負極材料克容量,活性材料的配比、極片厚度、壓實密度等對容量等的影響也至關重要。
一:攪拌與涂布
攪拌就是將活性材料通過真空攪拌機攪拌成漿狀。這是電池生產的第一道工序,該道工序質量控制的好壞,將直接影響電池的質量和成品合格率。而且該道工序工藝流程復雜,對原料配比,混料步驟,攪拌時間等等都有較高的要求。這道工序就是將上一道工序后已經攪拌好的漿料以每分鐘80米的速度被均勻涂抹到4000米長的銅箔上下面。而涂布前的銅箔只有6-8微米厚,可以用“薄如蠶翼”來形容。涂布工序最重要的是厚度和重量的一致性。涂布至關重要,需要保證極片厚度和重量一致,否則會影響電池的一致性。涂布還必須確保沒有顆粒、雜物、粉塵等混入極片。否則會導致電池放電過快,甚至會出現安全隱患。
二:輥壓
輥壓車間里,通過輥將附著有正負極材料的極片進行輥壓,一方面讓涂覆的材料更緊密,提升能量密度,保證厚度的一致性,另一方面也會進一步管控粉塵和濕度。
三:疊片
疊片是所有工序中最重要的一道,疊片的好壞直接影響到電池的性能與質量。將輥壓后的極片根據需要生產電池的尺寸進行分切,并充分管控毛刺(毛刺只能在顯微鏡下看清楚)的產生,這樣做的目的是避免毛刺扎穿隔膜,產生嚴重的安全隱患。極耳模切工序就是用模切機形成極芯用的導電極耳。我們知道電池是分正負極的,極耳就是從極芯中將正負極引出來的金屬導電體,通俗的說電池正負兩極的耳朵,是在進行充放電時的接觸點。

四:裝配
將疊好的極芯裝入鋁塑殼中以便保護極芯且在注液工序封殼注液,通過焊接機器人焊接正負極極耳并裁切成需要的形狀,通過X-RAY可以檢測疊片工序是否有多疊少疊情況。
五:烘烤
水分是電池系統的大敵,電池烘烤工序就是為了使電池內部水份達標,確保電池在整個壽命周期內具有良好的性能。為了去除水分,極芯需要進行烘烤。
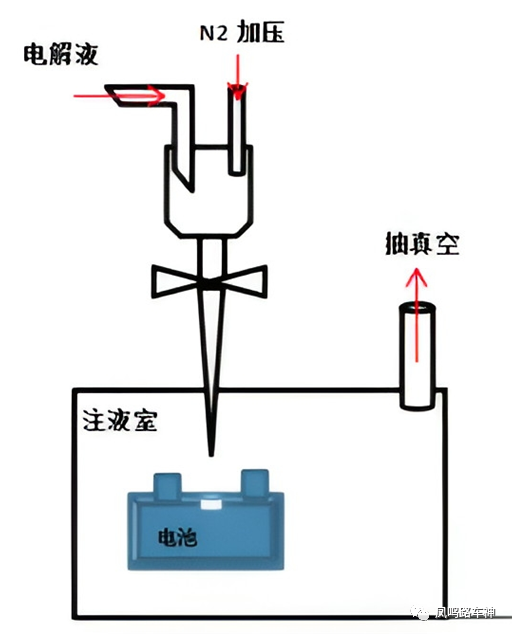
六:注液
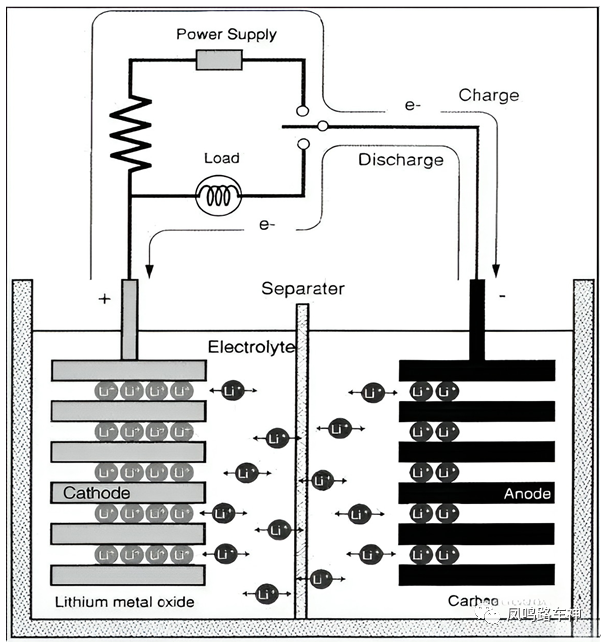
而注液,就是往極芯內注入電解液。電解液就像極芯身體里流動的血液,能量的交換就是帶電離子的交換。這些帶電離子從電解液中運輸過去,到達另一電極,完成充放電過程。電解液的注入量是關鍵中的關鍵,如果電解液注入量過大,會導致電池發熱甚至直接失效,如果注入量過小,則又影響電池的循環性。
七:化成
化成是對注液后的極芯進行激活的過程,通過充放電使極芯內部發生化學反應形成SEI膜(SEI膜:是鋰電池首次循環時由于電解液和負極材料在固液相間層面上發生反應,所以會形成一層鈍化膜,就像給極芯鍍了一層面膜。),保證后續極芯在充放電循環過程中的安全、可靠和長循環壽命。將極芯的性能激活,還要經過X-ray監測、絕緣監測、焊接監測,容量測試等一系列“體檢過程”。化成工序當中還包括,對極芯“激活”后第二次灌注電解液、稱重、注液口焊接、氣密性檢測;自放電測試高溫老化及靜置保證了產品性能。
八:PACK
單個的極芯是不能使用的,只有將眾多極芯組合在一起,再加上保護電路和保護殼,才能直接使用。這就是所謂的電池模組。電池模組(module)是由眾多極芯組成的。需要通過嚴格篩選,將一致性好的極芯按照精密設計組裝成為模塊化的電池模組,并加裝單體電池監控與管理裝置。從簡單的一顆極芯到電池包的生產過程也是相當復雜,需要多道工序,一點不比極芯的制造過程簡單。
-
動力電池
+關注
關注
113文章
4688瀏覽量
81606 -
電極
+關注
關注
5文章
894瀏覽量
28414 -
電池
+關注
關注
85文章
11525瀏覽量
143438
原文標題:動力電池生產工藝流程
文章出處:【微信號:智享汽車電子與軟件,微信公眾號:智享汽車電子與軟件】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
動力電池組生產四大關鍵工藝,如何決定新能源汽車性能?
動力電池充放電設備:創新實現超長續航與快速充放電
動力電池組半自動生產線:工藝優化與效率提升的核心路徑
動力電池氣動點焊機的技術特性與產業應用解析
動力電池組半自動生產線的工藝解析

動力電池生產線如何破解“續航焦慮”?
氣動點焊機如何重構動力電池制造邏輯
動力電池的模擬工況測試

動力電池組半自動生產線:效率與靈活的平衡之道
微電機軸心的研磨生產工藝及調試技術



 工商網監
工商網監
評論