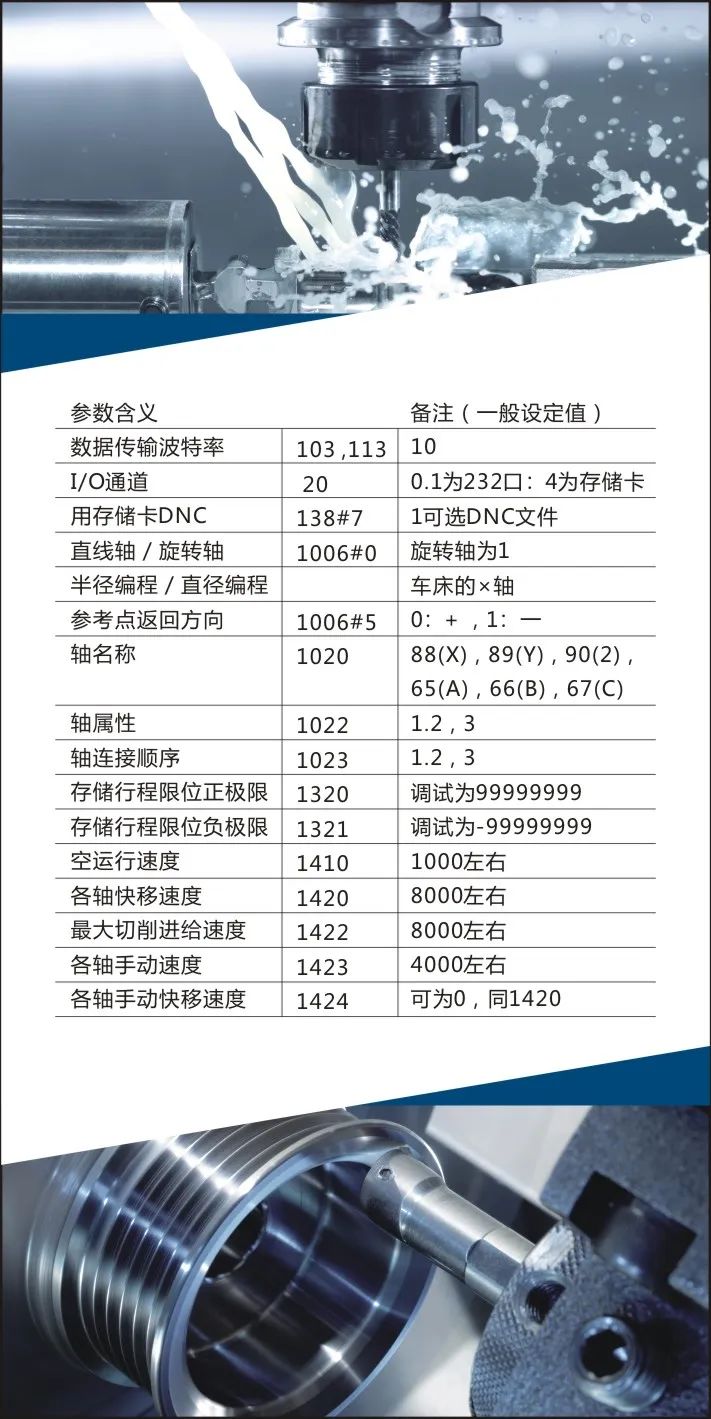
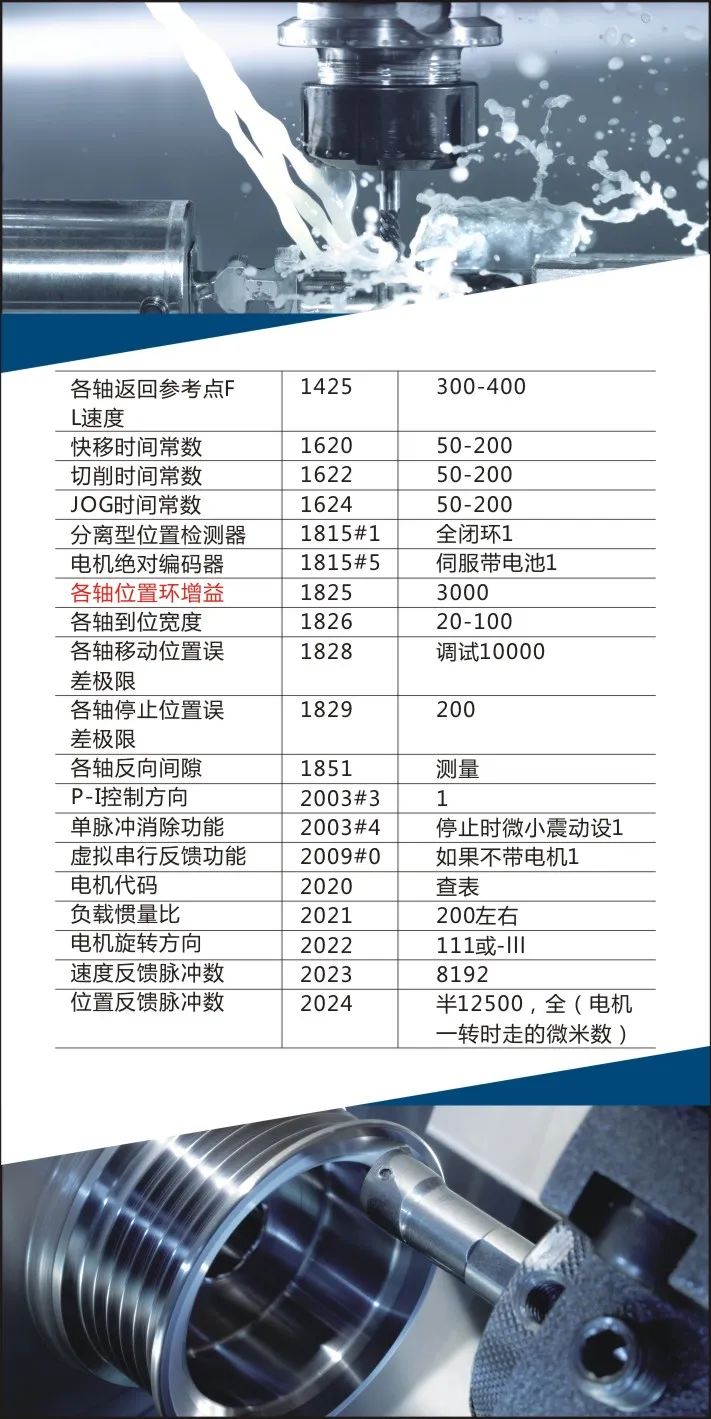
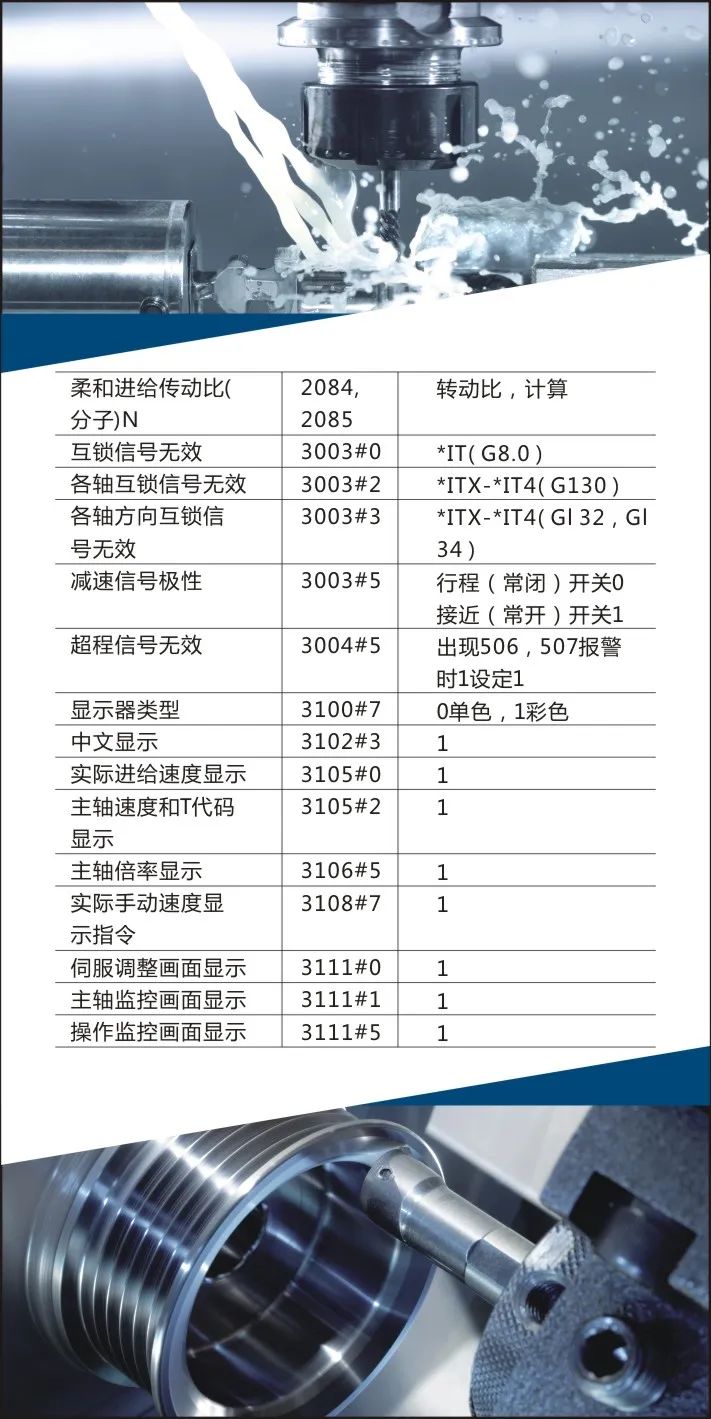
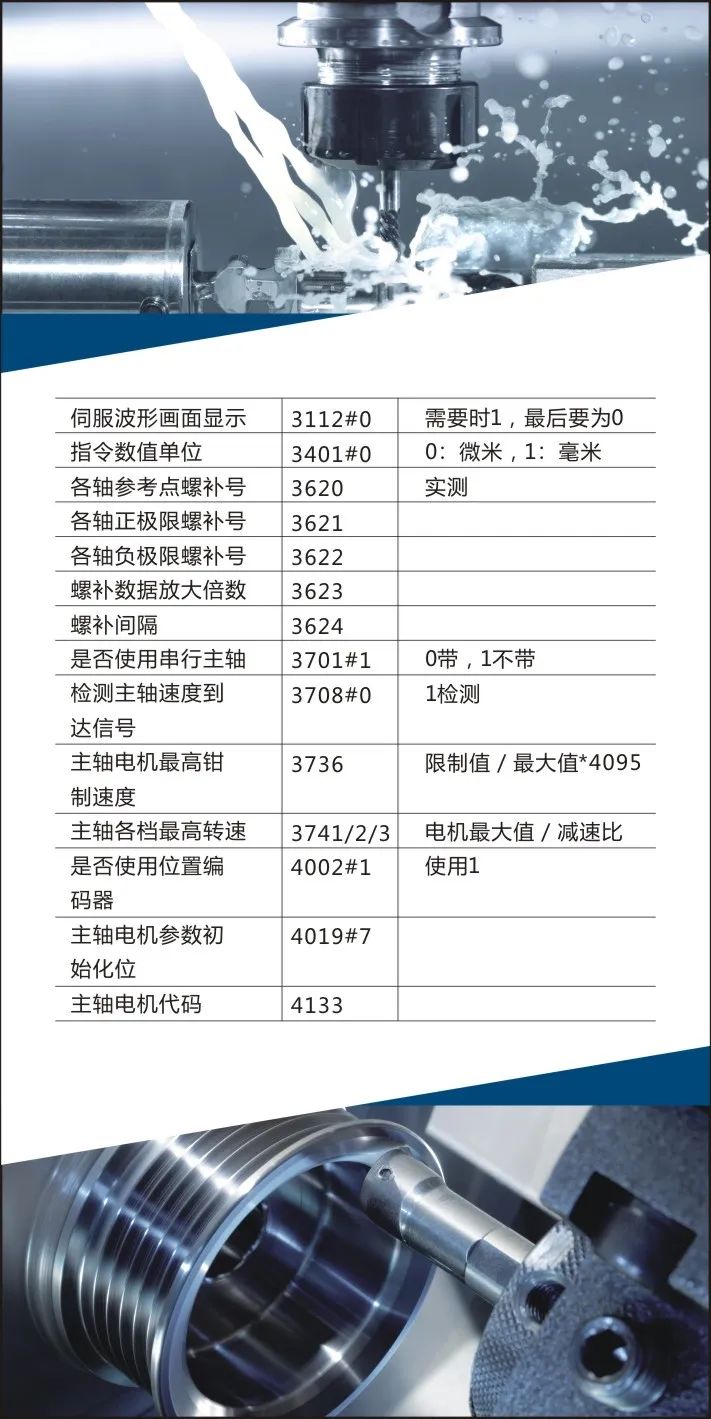
 數控員工工作中常用的數控機床參數
數控員工工作中常用的數控機床參數


一臺FANUC0TD數控車床,手搖脈沖發生器出現故障,使對刀不能進行微調,需要更換或修理故障件。當時沒有合適的備件,可以先將參數900#3置“0”,暫時將手搖脈沖發生器不用,改為用點動按鈕單脈沖發生器操作來進行刀具微調工作。等手搖脈沖發生器修好后再將該參數置“1”。

上述機床在返回參考點過程中,出現510或511超程報警,處理方法有兩種:A、若X軸在返回參考點過程中,出現510或是511超程報警,可將參數0700LT1X1數值改為+99999999(或將0704LT1X2數值修改為-99999999)后,再一次返回參考點。若沒有問題,則將參數0700或0704數值改為原來數值。B、同時按P和CAN鍵后開機,即可消除超程報警。

從維修說明書解釋內容為控制部上部的風扇過熱,打開機床電氣柜,檢查風扇電機不動作,檢查風扇電源正常,可判定風扇損壞。 因一時購買不到同類型風扇,即先將參數RRM8901#0改為“1”先釋放ALM701報警,然后在強制冷風冷卻,待風扇購到后,再將PRM8901改為“0。

4.1、701報警:系統風扇檢測異常,把8109#0=1,可屏蔽此報警。 4.2、設定絕對位置編碼器:1815#4和1815#5,當機床要設置成為絕對位置編碼器時,把1815#5=1,然后把該軸移動到0點位置,再把1815#4=1。如果設置不成功,請把該軸移動一段距離后,返回到原點,重新設定。 4.3、全閉環改半閉環:1815#1,把該參數設置成0,機床為半閉環。然后修改參數2084和2085,根據絲杠的螺距重新設定。 4.4、鎖定機床SYSTEM按鍵:在SETTING 設置畫面里,把參數3208#1=1。 4.5、軟超程報警:報警號為500或者501,把參數1320或者1321設置成9999999和-99999999,去掉報警后,把機床回到原點,然后輸入原參數值,即可。出現此類故障,多發生在更換絲杠,電機或者重新輸入參數。 4.6、機床互鎖信號:參閱參數3003說明,可以判斷機床鎖住不能動的原因。 4.7、中文顯示:3102#3=1。 4.8、伺服調整畫面顯示:3111#0=1;主軸監控畫面:3111#1=1;操作者監控:3111#5。 4.9、主軸定位:4077.用于調整主軸換刀位置。 4.10、不回零操作:機床如果不回零就能自動方式運行,把1005#0=1。 4.11、宏程序保護:解除宏程序保護3202#0=0(8000-8999號);3202#4=0(9000-9999號)。 4.12、屏蔽串行主軸:有時候維修,需要隔離串行主軸,3701#1=1。
審核編輯 :李倩
-
脈沖發生器
+關注
關注
5文章
197瀏覽量
35453 -
數控機床
+關注
關注
19文章
869瀏覽量
49643
原文標題:數控員工工作中常用的數控機床參數,好好收藏!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
實現數控機床在不同網段通信的解決方案

數控機床的物聯網智慧管理解決方案

數控機床物聯網平臺有哪些推薦?哪個好用?
數控機床物聯網網關有哪些推薦?哪個好用?
零機床配置改動!SycoTec數控機床高速電主軸革命性升級方案來了

干貨總結——SycoTec數控機床高速主軸選型必看
工業智能網關支持采集數控機床嗎
探秘高速電主軸在數控機床中的關鍵賦能作用


BK 機床控制變壓器在數控機床中真的不可或缺嗎?






 工商網監
工商網監
評論