") 深圳市福英達(dá)的錫膏小知識(shí): 封裝虛焊的原因以及解決方法
深圳市福英達(dá)的錫膏小知識(shí): 封裝虛焊的原因以及解決方法

封裝過程出現(xiàn)虛焊的原因以及解決方法
虛焊通常是因?yàn)樵诤附訒r(shí)未能形成有效形成金屬間化合物層(IMC),導(dǎo)致元件和基板界面連接處出現(xiàn)不致密的連接。從外觀看很難看出是否形成有效焊接。而從微觀結(jié)構(gòu)上會(huì)看到連接處并不緊密。帶來的后果是電氣連接不穩(wěn)定而出現(xiàn)斷路等現(xiàn)象,隨著外部環(huán)境和工作時(shí)長(zhǎng)的影響,虛焊的影響會(huì)愈發(fā)明顯。
1.虛焊的原因
虛焊出現(xiàn)的主要原因是焊錫的使用不妥當(dāng)。在印刷錫膏的時(shí)候所使用的錫膏量太少,從而未能使元件和基板形成有效焊接。而影響印刷錫膏量的因素又有很多。包括印刷速度和壓力,鋼網(wǎng)開孔大小和厚度,錫膏粘度,印刷角度等。另外一個(gè)重要原因是焊接元件表面氧化或存在雜質(zhì)會(huì)造成焊接表面可焊性降低,電阻增大,并導(dǎo)致虛焊(圖1)。此外溫度,濕度,焊接時(shí)間也會(huì)導(dǎo)致虛焊。例如焊接的溫度和時(shí)間不足會(huì)影響錫的擴(kuò)散率,因此焊接溫度低和保溫時(shí)間短都不利于IMC的生成(圖2)。作業(yè)環(huán)境過于潮濕影響了錫膏的性能,以及印刷錫膏時(shí)平臺(tái)不穩(wěn)定出現(xiàn)晃動(dòng)都會(huì)影響焊接的效果從而出現(xiàn)虛焊。
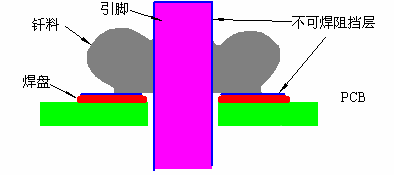
圖1: 焊料由于不可焊層的影響而未能實(shí)現(xiàn)冶金連接
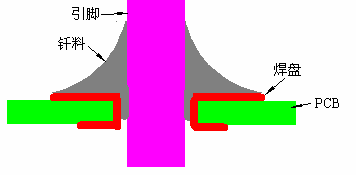
圖2: 錫膏量不足導(dǎo)致未能實(shí)現(xiàn)冶金連接
2.虛焊解決方法
l印刷時(shí)檢查鋼網(wǎng)上的錫膏量:當(dāng)鋼網(wǎng)上的錫膏量少于三分之一時(shí)需要及時(shí)進(jìn)行補(bǔ)充。
l避免過長(zhǎng)的錫膏停留時(shí)間: 錫膏長(zhǎng)時(shí)間停留會(huì)發(fā)干并影響焊接性能,建議錫膏連續(xù)印刷時(shí)間不超過8小時(shí)。在印刷完成后應(yīng)及時(shí)進(jìn)行回流加熱。錫膏停留時(shí)間最好不超過4小時(shí)。
l保持較慢的印刷速度: 控制印刷速度可以使錫膏均勻且充分的覆蓋在焊盤上。一般刮板的速度為25mm/s,可根據(jù)鋼網(wǎng)開孔大小和錫膏類型進(jìn)行調(diào)整。
l錫膏最適宜的環(huán)境溫度的濕度約為20-25℃和40-50%RH。通過監(jiān)控環(huán)境狀況可以確保錫膏質(zhì)量穩(wěn)定。
l及時(shí)發(fā)現(xiàn)元件氧化和有機(jī)物污染能夠避免焊接時(shí)錫膏潤(rùn)濕不良。一種方法是放棄使用已氧化的元件。另一種方法是使用刀刮或微酸對(duì)氧化層和污染物進(jìn)行處理,但是由于元件體積小并不好實(shí)施。
審核編輯:劉清
-
錫膏
+關(guān)注
關(guān)注
1文章
991瀏覽量
18261 -
半導(dǎo)體封裝
+關(guān)注
關(guān)注
4文章
319瀏覽量
15243 -
虛焊
+關(guān)注
關(guān)注
1文章
66瀏覽量
14056 -
IMC
+關(guān)注
關(guān)注
1文章
34瀏覽量
5148
發(fā)布評(píng)論請(qǐng)先 登錄
SMT車間錫膏印刷5大缺陷解析
SMT鋼網(wǎng)設(shè)計(jì)指南:讓錫膏精準(zhǔn)落位的秘密
在Mini LED的微縮世界里,錫膏如何“大顯身手”?
低溫錫膏和高溫錫膏的區(qū)別知識(shí)大全
錫膏的儲(chǔ)存及使用方法詳解

無鉛錫膏和有鉛錫膏的對(duì)比知識(shí)

錫膏是什么?有哪些用途知識(shí)詳解

激光焊錫中虛焊產(chǎn)生的原因和解決方法
詳解錫膏工藝中的虛焊現(xiàn)象
PCBA 虛焊、假焊:藏在焊點(diǎn)里的“隱形殺手”,怎么破?
3分鐘看懂錫膏在回流焊的正確打開方式




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論