 面對加工薄壁工件時這家伙變形我們該怎么辦?
面對加工薄壁工件時這家伙變形我們該怎么辦?

在加工薄壁或者環形工件時 克服工件的變形是首先要面對的難題 選對軟爪的類型和合適的卡盤壓力是關鍵
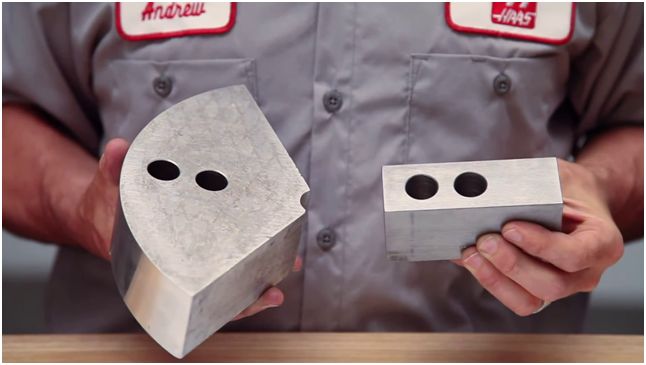
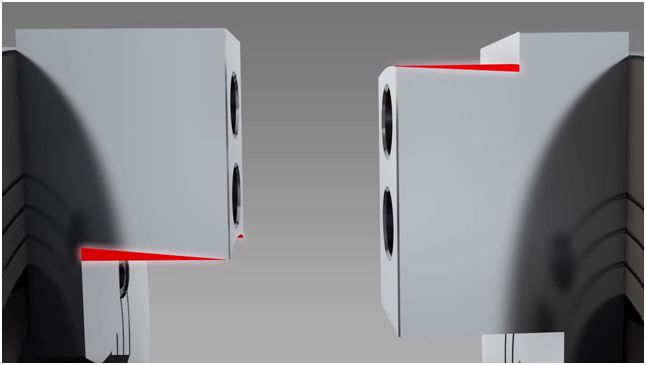
在相同的卡盤壓力下,扇形軟爪比標準軟爪擁有更大的接觸面積,這意味著工件所受到的壓力更加均勻,而標準軟爪則會出現下面的狀況:
實際的狀況可能沒有圖中的那么明顯 但是在底部的視頻中你會清楚的看到 在除了軟爪類型不一樣,其他條件都相同的情況下 工件的變形程度甚至出現了幾十倍的差別
不管是扇形軟爪還是標準軟爪 都會因為軟爪磨損過大而或者加工零件的更換而需要重修 在重修的過程中,首先要給即將拆下來的軟爪 刻上標記,打上序號 這樣是為了增加軟爪的使用次數 更詳細的標記也會減少誤用的可能性

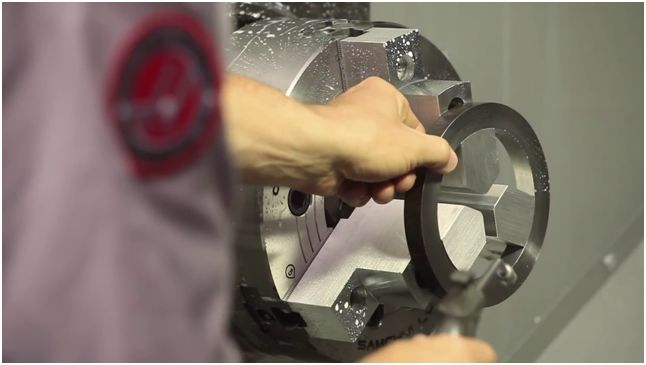
接下來是修爪器的選擇: 通常來說,左邊的修爪器修內爪,右邊的修外爪

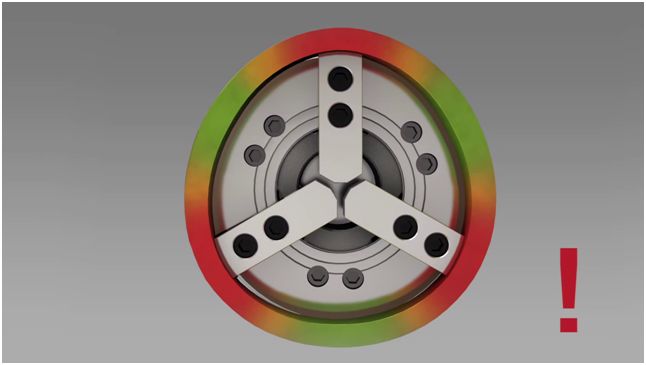
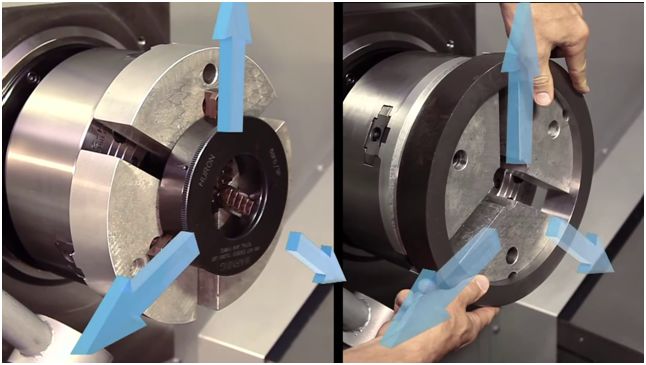
以下問題不管在制作或者重修軟爪時,都應該注意: T型塊不能超過卡盤的最大直徑 修爪時的卡盤壓力接近加工工件時的壓力 卡盤正處在活動范圍的中間 修爪時夾持力的方向和工件夾持力的方向一致 注意修爪時的轉速 添加退刀槽 去除毛刺和尖角
當兩種修爪器都不能滿足條件時 我們就需要制作一個特殊的修爪部件 比如像加工出下面的圓環來修外爪
當加工零件需要夾持的部分比較長時 會出現工件和軟爪不能完全貼合的狀況,俗稱“喇叭口” 具體表現為,軟爪的頂部與工件之間留有縫隙
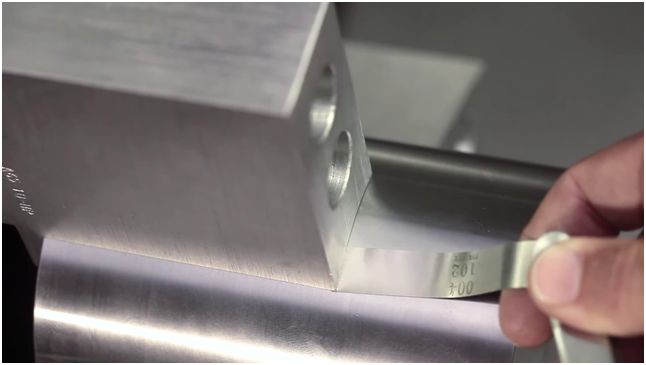
最有效的解決辦法是:在軟爪上加工出錐度 通過塞尺來測量出縫隙的大小,測量夾持的長度 然后就可以計算出錐度的大小了
編輯:jq
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
數控機床
+關注
關注
19文章
869瀏覽量
49629 -
薄壁結構
+關注
關注
0文章
2瀏覽量
6471 -
環形
+關注
關注
0文章
6瀏覽量
7800
原文標題:加工薄壁工件時這家伙變形怎么辦?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
熱點推薦
當NUC505 USBD設置為全速模式,主機發送“SET REPORT”命令但未正常檢測到 NUC505 該怎么辦?
當 NUC505 USBD 設置為全速模式,主機發送“SET REPORT”命令但未正常檢測到 NUC505 時該怎么辦?
發表于 08-27 12:17
三坐標檢測薄壁件:如何消除裝夾變形誤差?
在精密制造領域,薄壁零件(如電機端蓋、航空結構件)的三坐標檢測長期面臨一個隱蔽而頑固的挑戰:裝夾變形。在薄壁件測量中,傳統方法對“裝夾導致的變形誤差”幾乎無法覺察。當這種
發表于 08-15 14:08
?0次下載
工件有盲孔怎么辦?碳氫清洗機幫您解決
,此外,有一些機床加工部件,拉伸部件等,我們的設備基本上可以清洗這些工作部件!在每個人的認知中,一般只知道傳統的清潔,甚至許多客戶的思維仍然停留在傳統的清潔方法中,那

三坐標檢測薄壁件:如何消除裝夾變形誤差?
在精密制造領域,薄壁零件(如電機端蓋、航空結構件)的三坐標檢測長期面臨一個隱蔽而頑固的挑戰:裝夾變形。在薄壁件測量中,傳統方法對“裝夾導致的變形誤差”幾乎無法覺察。當這種
殼體變形、微孔難測、熱脹冷縮?三坐標檢測電機核心部件真實幾何精度與形位公差
、薄壁變形陷阱:端蓋、殼體類零件易受裝夾與測量力影響產生微變形,傳統接觸測量失真風險高。2、深腔微型特征:定子鐵芯槽型、微型散熱孔、深槽軸承位,普通測針難以觸及且易碰撞。3、熱變形干擾
發表于 07-23 14:06
?0次下載
PCBA加工變形問題頻發?這些解決方案趕緊收藏!
一站式PCBA加工廠家今天為大家講講如何減少PCBA加工過程中的變形問題?減少PCBA板變形的解決方案。在PCBA加工過程中,板材的
FPGA的Jtag接口燒了,怎么辦?
在展開今天的文章前,先來討論一個問題:FPGA的jtag接口燒了怎么辦?JTAG接口的輸入引腳通常設計為高阻抗,這使得它們對靜電電荷積累非常敏感,由于JTAG接口需要頻繁連接調試器、下載線纜等外

為什么PCB變形彎曲?如何解決?
的加工工藝。在裝配時,大面積的PCB也更容易受到外部應力的影響,導致裝配困難和變形。措施:在結構設計和布局允許的情況下盡量減小PCB面積
2、板子太薄許多電子的產品為了達到更輕薄的目的,板子的厚度已經剩下
發表于 04-21 10:57
安泰高壓放大器在壓電薄膜變形鏡加工及閉環實驗中的應用
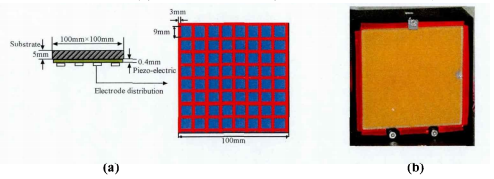
實驗名稱: 壓電薄膜變形鏡加工及閉環實驗 測試設備:高壓放大器 、波前傳感器、壓電薄膜變形鏡等。 實驗過程: 圖1:(a)加工變形鏡的示意圖



 工商網監
工商網監
評論