") 模具設(shè)計(jì)中鑲件設(shè)計(jì)的要點(diǎn)
模具設(shè)計(jì)中鑲件設(shè)計(jì)的要點(diǎn)

鑲件是與原身留相對應(yīng)的,當(dāng)一個模仁是一整塊鋼料組成之時(shí),便是原身留,當(dāng)由多個工件組成之時(shí),除了主體的鋼料外的鑲嵌進(jìn)去的零件就可以稱之為鑲件了。其實(shí)鑲件最大的缺點(diǎn)是降低了模具本身的強(qiáng)度。但鑲件卻可以使用不同的材質(zhì)而單獨(dú)加大了薄弱部位的強(qiáng)度。
我們先來了解了解什么情況需要鑲件,什么情況需要鑲件:
1、節(jié)省材料。后模的定料是由最高點(diǎn)決定的,如果只是單一的一處形狀比較規(guī)則的高起時(shí),可以把這一塊鑲起來,以便定料時(shí),可以定矮點(diǎn)。
2、方便加工。在加工的設(shè)備之中,速度最慢,精度最差的是EDM,所以有時(shí)為了盡量避免EDM加工,會選擇作鑲件。
3、方便排氣。特別是一些深的骨位,EDM加工排液不良,成型時(shí)排氣不良,這時(shí)往往需要采取鑲件。
4、保證精度。磨床是加工精度最高的,有時(shí),為了保證精度,以方便磨床加工為準(zhǔn)。
5、互換要求。有時(shí)客戶要求同一個產(chǎn)品如換個標(biāo)簽位之類的,做互換鑲件。
6、方便省模。有些深的位置,省模相當(dāng)?shù)牟环奖悖谑亲龀设偧?/p>
7、改模方便。有的位置易磨損或是精度要求太高,出于改模之考慮,做成鑲件。
8、散熱考慮。這個主要是指鈹銅鑲件。
從加工效率方面。有些大模鑲成幾個小件,分開加工,可以節(jié)省時(shí)間。一般情況下鑲件分兩種,鑲通和盲鑲。對于一些較小的鑲件,可以用Y-CUT線割的形式,用掛臺定位。對于一些較大的鑲件,如60X60以上的,可以采取盲鑲的形式,有鏍絲掛住。加工相對困難,卻保證了模具的強(qiáng)度。
鑲件的材料:沒有擦穿的鑲件,材料與模仁料可以做到一樣。
如果有擦穿的鑲件,材料可以與模仁料一樣,只不過硬度加高2度,或是不同硬度的材料。
然后就是在設(shè)計(jì)掛臺之時(shí),得留意加工的難易度以及基準(zhǔn)位置,以方便線割和磨床加工。掛臺的尺寸一般可以設(shè)計(jì)為5X2.0MM或者4X3MM。
還有掛臺應(yīng)該放在鑲件的平直位置。如圖
掛臺應(yīng)該短過平邊0.5-2.0,這是為了方便線割R角。
當(dāng)鑲件是異型,不適合作掛臺時(shí),可以周邊做1-2度的斜度,直接插下去。這就是斜度鑲件。
責(zé)任編輯:lq
-
模具
+關(guān)注
關(guān)注
1文章
175瀏覽量
19113 -
EDM
+關(guān)注
關(guān)注
0文章
17瀏覽量
8811
發(fā)布評論請先 登錄
RFID在汽車沖壓中的創(chuàng)新應(yīng)用:模具管理智能化與沖壓件生產(chǎn)追溯

翰博高新榮獲AAE 2025先進(jìn)汽車技術(shù)創(chuàng)新大獎
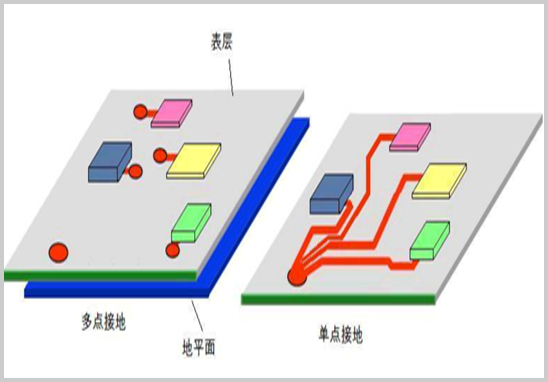
PCB設(shè)計(jì)中單點(diǎn)接地與多點(diǎn)接地的區(qū)別與設(shè)計(jì)要點(diǎn)
復(fù)雜曲面零件的光學(xué)三維掃描測量逆向 - 激光三維掃描儀

時(shí)間同步設(shè)備在復(fù)雜網(wǎng)絡(luò)環(huán)境中的調(diào)試要點(diǎn)

汽車零部件質(zhì)量保證利器--高精度中走絲加工方案全解析

小型電機(jī)定、轉(zhuǎn)子沖壓工藝及模具設(shè)計(jì)
汽車沖壓產(chǎn)線的老板們看過來!模具一壞損失大到哭?它來救場了!

阿童木 MDSC-1200C雙料檢測傳感器在汽車零部件產(chǎn)線的應(yīng)用案例

阿童木金屬雙張檢測器 MDSC-9000S 在汽車零部件沖壓產(chǎn)線應(yīng)用案例




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論