 交流電焊機空載節電電路
交流電焊機空載節電電路

本文介紹的這款交流電焊機是間歇工作的,間歇期內的空載功耗達幾百瓦。為了省電而不停地人工開、關機顯然會影響工作效率,因此,減小電焊機空載損耗很具有實際意義。本文介紹的電路可使電焊機在空載時自動切斷電源,工作時又可自動接通電源,節電效果顯著。
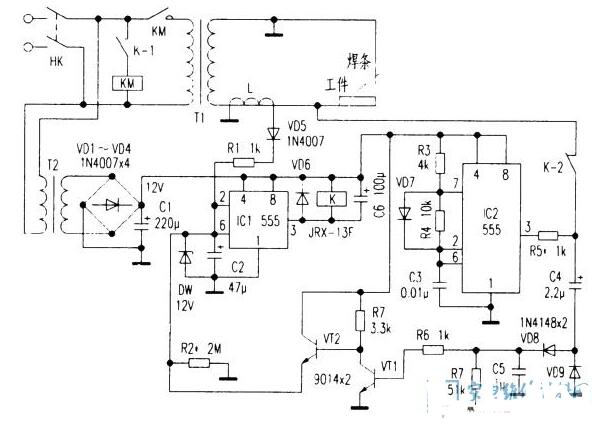
電路見上圖。圖中T1是交流電焊機變壓器。電源開關HK接通后,電源變壓器T2首先得電,濾波電容C1上得到12V左右的直流電壓。IC1、IC2是兩塊555時基集成電路。由于初始狀態C2上電壓為0,IC1②、⑥腳為低電平,故③腳為高電平,繼電器K不吸合,交流接觸器KM不工作,電焊機未通電。與此同時,由IC2等組成的多諧振蕩器開始工作,③腳輸出頻率為10kHz左右的脈沖信號。該信號經R5,后一路加到T1次級的一端,T1次級另一端與控制電路的“地”相連,由于T1次級繞組對10kHz信號呈現的感抗很大,所以該回路電流很小,互感器L的輸出電壓也極小。另一路由C4耦合,VDR、VD9整流、C5濾波后得到直流電壓使VTl導通,VT2截止。因此C2無充電電流,IC1③腳保持高電平。電路處于空載節能狀態。
在焊接時,焊條和工件相觸,IC2輸出的脈沖信號被短路,VT1失去偏流截止.VT2導通,12V電壓通過VT2對C2充電,IC1②、⑥腳電位迅速升到2/3Vcc以上,③腳翻轉為低電平,K吸合,使KM吸合,電焊機變壓器T1得電工作。由于K的常閉觸點K-2先于常開觸點K-1閉合前斷開,所以T1工作時次級的30-35V交流電壓不會竄人控制電路。K-2斷開后,IC2③腳輸出的脈沖又使VT1導通,VT2截止,12V通過VT2對C2的充電停止。但是此時電焊機很大的工作電流使電流互感器L中感應出電壓,該電壓由VD5整流后對C2充電,使IC1②、⑥腳電位保持在1/3Vcc以1上,③腳保持低電平,K、KM保持吸合,T1正常工作。電路中DW的作用是使IC1②、⑥腳電壓最大不超過Vcc(12V)。
停止焊接時,T1次級電流消失,L中感應電壓也消失。C2經R2放電,到達設定時間后,IC1②、⑥腳電位低至1/3Vcc,③腳翻轉為高電平,K、KM相繼釋放,電焊機回到空載斷電的節能狀態。
L為自制的穿心式互感器,繞組匝數根據試驗而定。調試只需調整R2,使停止焊接時再過約1分鐘,T1能自動斷電即可。
-
電焊機
+關注
關注
48文章
150瀏覽量
46029 -
交流電焊機
+關注
關注
2文章
12瀏覽量
9343
發布評論請先 登錄

惠海低功耗40-60V轉24V1.2A電焊機降壓恒壓芯片案子H6207L
40-60V轉24V1.2A電焊機DCDC降壓芯片H6207L
飛虹IGBT單管FHA25T120A在電焊機設計中的應用

交流電流采集模塊應用范圍大盤點
在使用直流電焊機施焊前,電壓不得超過90伏特
電焊機強電流的 “后盾”:合粵牛角電容瞬時儲能,焊接更強勁
浮思特 | TRINNO IGBT在電焊機中的應用方案

電焊機EMC測試整改:標準升級下的設計轉型路徑
逆變電焊機自動雙電壓切換電路資料
飛虹IGBT單管FHA75T65V1DL在電焊機中的應用

電路小知識 | 深入解析交流電路基礎:波形與特性詳解





 工商網監
工商網監
評論