 基于 Profinet 總線協議轉換網關的電池PACK 產線 Profinet-MC協議互通解決方案
基于 Profinet 總線協議轉換網關的電池PACK 產線 Profinet-MC協議互通解決方案

一、項目背景
某新能源企業電池 PACK 自動化產線以西門子 S7-1500 PLC為核心控制中樞,承擔產線電芯上料、模組組裝、焊接檢測、成品封裝等全工序的邏輯控制、節拍調度與安全聯鎖,產線配套多臺工藝設備及采集終端,采用Profinet 工業以太網完成現場設備聯動。企業已部署 MES 生產執行系統,核心需求是實現S7-1500 PLC與MES 系統的高速通訊互聯,完成生產任務下發、工藝參數同步、設備狀態采集、生產數據追溯等全流程數據交互,同時需兼容現場部分三菱 MC 協議設備的數據上傳至 MES 系統。
原有通訊方式采用傳統 OPC 服務器對接,存在部署復雜、數據傳輸延遲高、穩定性差、維護成本高等問題,且無法直接整合 MC 協議設備數據,導致 MES 系統數據采集不全、生產指令下發不及時,難以滿足產線高節拍、高精準的數字化管理要求。為搭建標準化、高可靠的 PLC 與 MES 通訊鏈路,企業選用Profinet 總線協議轉換網關作為核心通訊設備,實現多協議數據整合與 PLC-MES 系統的無縫互聯。
二、解決方案
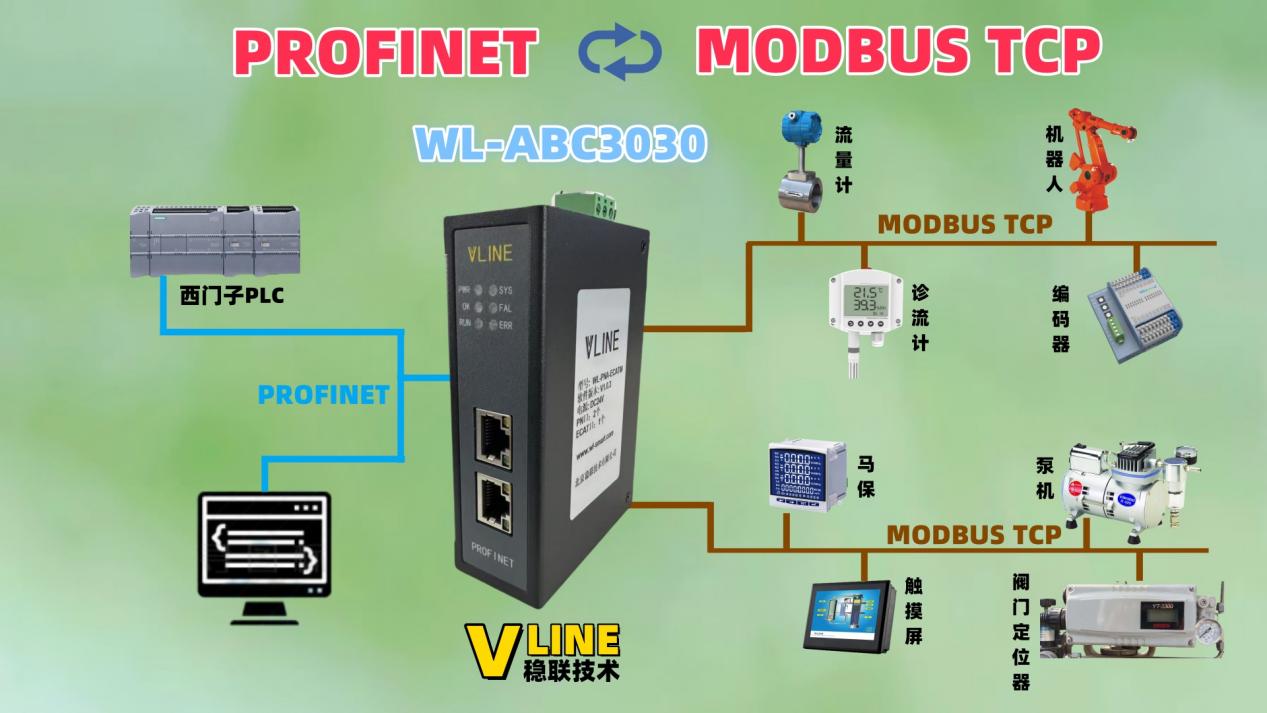
本項目以Profinet 總線協議轉換網關為數據交互核心,構建 “現場設備→網關→西門子 S7-1500 PLC→MES 系統” 的雙向通訊架構,既實現 PLC 與 MES 系統的 Profinet 高速通訊,又完成現場異協議設備數據的統一采集與轉發,全程無需修改 S7-1500 PLC 原有控制程序,最大限度降低改造成本與調試周期。
1. 硬件架構部署
Profinet 總線協議轉換網關采用DIN 導軌安裝方式,集成至產線中央控制柜,與西門子 S7-1500 PLC 共用 9-30V 直流寬電壓電源,整機功耗≤5W,適配工業現場 - 40~85℃寬溫工作環境。網關 Ethernet1 網口(默認 IP:192.168.1.199)以 Profinet 從站身份接入 S7-1500 PLC 的 Profinet 主網,實現與 PLC 的毫秒級數據交互;網關 4 路全隔離 RS485 接口對接現場三菱 MC 協議工藝設備,完成異協議設備數據采集;網關 Ethernet2 網口作為備用通訊口,預留后期產線擴展需求。
網關配備 POWER/SYS 電源系統指示燈、串口收發指示燈,運維人員可通過指示燈實時判斷設備供電及通訊狀態,網口與 RS485 接口均做抗雷、抗干擾防護,有效解決車間復雜電磁環境下的通訊干擾問題,滿足產線 24 小時不間斷運行要求。
2. 軟件精細化配置
(1)前期準備
將電腦 IP 設置為 192.168.1.198,與網關 Ethernet1 網口處于同一網段,通過工業以太網線連接電腦與網關,安裝 VFBOXStudio 網關配置軟件,以管理員身份啟動軟件并 ping 通網關 IP,完成軟件與網關的初始連通。
(2)數據采集與映射配置
在 VFBOXStudio 軟件中新建工程,設備類型選擇捷米特 JM-MC-PN,點擊「新建設備」,分別添加Profinet 主站驅動(對接 S7-1500 PLC)與Mitsubishi Ethernet 驅動(對接 MC 協議設備);
針對三菱 MC 協議設備,輸入設備 IP 與端口號,添加生產數據點位,涵蓋設備運行狀態、工藝參數、故障代碼等,數據類型匹配現場設備寄存器類型(Float/Short/Boolean);
新建用戶標簽,對采集的原始數據進行邏輯處理與格式轉換,確保數據與 PLC、MES 系統的解析要求一致,用戶標簽不占用采集點位,不影響數據采集效率;
將 PLC 需上傳至 MES 的產線數據(生產計數、工序完成狀態、設備運行參數)與現場異協議設備數據統一映射至網關 Profinet Input/Output Module,設置唯一數據偏移地址,實現數據分類管理。
(3)Profinet 協議與 PLC 組態
在 VFBOXStudio 軟件中打開「Profinet」配置界面,啟用 Profinet 功能,綁定 Ethernet1 網口,設備名稱命名為Battery_Pack_Gateway,輸入輸出存儲區大小設為 512,滿足產線大數據量交互需求;
配置完成后將工程下載至網關,點擊「Generate GSDML File」生成 GSD 文件,將其導入西門子博途 V17 軟件;
在博途軟件中,將Profinet 總線協議轉換網關添加為 S7-1500 PLC 的 Profinet 從站,手動設置網關 IP 為 192.168.1.199,設備名稱與 VFBOXStudio 配置保持一致;
為網關添加 Input/Output Module,分配 IO 起始地址,完成 PLC 與網關的 Profinet 組態,實現 S7-1500 PLC 對網關整合數據的實時讀取與指令下發。
(4)PLC 與 MES 系統通訊互聯
西門子 S7-1500 PLC 通過Profinet 總線讀取網關整合的全量現場數據,經內部邏輯處理后,通過工業以太網將標準化生產數據(生產任務進度、產品良率、設備 OEE、工藝參數等)上傳至 MES 系統;
MES 系統將生產計劃、工藝調整指令、設備啟停命令等下發至 S7-1500 PLC,PLC 通過網關將指令轉發至對應現場設備,實現 MES 系統對產線的遠程管控與精準調度;
網關模塊支持數據透傳與斷點續傳,確保 PLC 與 MES 系統的數據交互無丟包、無延遲,同時保留數據日志,便于后期數據追溯與故障排查。
3. 方案核心優勢
一站式數據整合:既實現西門子 S7-1500 PLC與MES 系統的高速通訊,又兼容現場異協議設備數據采集,無需額外部署多臺協議轉換設備,簡化系統架構;
工業級穩定性:網關多核 CPU+8G eMMC 存儲設計,支持 24 小時不間斷運行,抗干擾、抗雷防護設計適配工業復雜現場,平均無故障時間超 50000 小時;
部署便捷成本低:全程軟件配置,無需修改 PLC 原有程序,無需定制開發通訊接口,調試周期短,相比傳統 OPC 服務器方案,實施成本降低 60% 以上;
擴展性強:網關支持 32/64/512 等多檔位點位采集,預留網口與串口,可無縫接入后期新增產線設備,滿足企業數字化升級的持續需求。
三、應用效果
通訊互聯無縫打通:成功實現西門子 S7-1500 PLC與MES 系統的毫秒級雙向通訊,數據傳輸延遲≤10ms,生產指令下發響應及時,徹底解決原有 OPC 服務器方案延遲高、穩定性差的問題,實現產線數據的全量、實時交互。
生產管理數字化升級:MES 系統可實時獲取產線全流程數據,實現生產任務進度可視化、工藝參數精準追溯、設備狀態遠程監控,產品良率追溯準確率達 100%,設備故障預警響應時間縮短 80%。
產線效率顯著提升:MES 系統通過 PLC 實現對產線的遠程精準調度,生產任務下發無需人工現場操作,單條產線生產調度效率提升 50%,產線整體節拍提升 20%,有效提升產能。
數據整合高效便捷:實現現場 Profinet、MC 等多協議數據的統一采集與標準化上傳,MES 系統數據維度全面豐富,為企業生產優化、成本管控、工藝改進提供精準的數據支撐,推動產線從 “自動化” 向 “智能化” 升級。
維護成本大幅降低:網關免維護設計,現場無機械磨損部件,運維人員可通過指示燈快速排查通訊故障,相比傳統方案,設備維護成本降低 70%,大幅減少人力投入。
四、項目總結
本項目通過Profinet 總線協議轉換網關,成功搭建了新能源電池 PACK 產線西門子 S7-1500 PLC 與 MES 系統的標準化、高可靠通訊鏈路,同時實現了現場異協議設備數據的統一整合與上傳。方案充分發揮了網關的協議兼容性、部署便捷性、工業穩定性優勢,在不改造原有控制系統的前提下,解決了 PLC 與 MES 系統通訊互聯的核心問題,實現了生產數據的全量采集、實時傳輸與智能化管理。
該方案不僅滿足了新能源產線高節拍、高精準的數字化管理要求,還為多協議、多品牌設備的工業現場提供了一站式通訊解決方案,可廣泛復制至汽車制造、3C 電子、精密加工等行業的 PLC 與 MES 系統通訊互聯場景,為企業數字化轉型提供了高性價比的技術支撐。
-
數據采集
+關注
關注
41文章
8051瀏覽量
120953 -
服務器
+關注
關注
14文章
10261瀏覽量
91526 -
Profinet
+關注
關注
8文章
2291瀏覽量
28198 -
總線協議
+關注
關注
0文章
170瀏覽量
15619
發布評論請先 登錄
Profinet 總線協議轉換網關:新能源電池PACK產線Profinet轉MC協議核心方案
耐達訊自動化Profinet轉Devicenet網關:破解汽車制造業電機控制協議壁壘的利器

告別協議不兼容!耐達訊自動化Profinet轉DeviceNet網關助力食品飲料產線碼垛機高效互聯

耐達訊自動化Profinet轉Devicenet網關:汽車制造產線的“協議橋梁”

Profinet從轉Modbus(TCP)主總線協議轉換網關

協議轉換魔法師”:Modbus轉Profinet網關如何讓變頻器“開口說話”
實現ModbusTCP轉Profinet網關協議轉換功能的網關設備
工業設備「溝通不暢」別慌!PROFINET與CCLINK IE掃碼聯動有妙招
當機器人遇上“語言障礙”:CCLINKIE轉Profinet的“破冰外掛”來啦\\!
Profinet轉DeviceNet網關協議轉換的技術實現與應用分析
Modbus轉Profinet網關:工控機的“逆襲神器”
告別協議沖突!Modbus轉Profinet助力風速風向儀無縫對接
Ethercat轉Profinet網關如何用“協議翻譯術”打通自動化產線任督二脈

RS232“變形記”,Profinet如何讓電力通信設備“改頭換面”
EtherCAT轉ProfiNet協議轉換網關在工業自動化集成中的應用:S7-1500對接CX5140實戰解析




 工商網監
工商網監
評論