 從電芯分選到成品檢測:比斯特半自動生產線全流程解析
從電芯分選到成品檢測:比斯特半自動生產線全流程解析

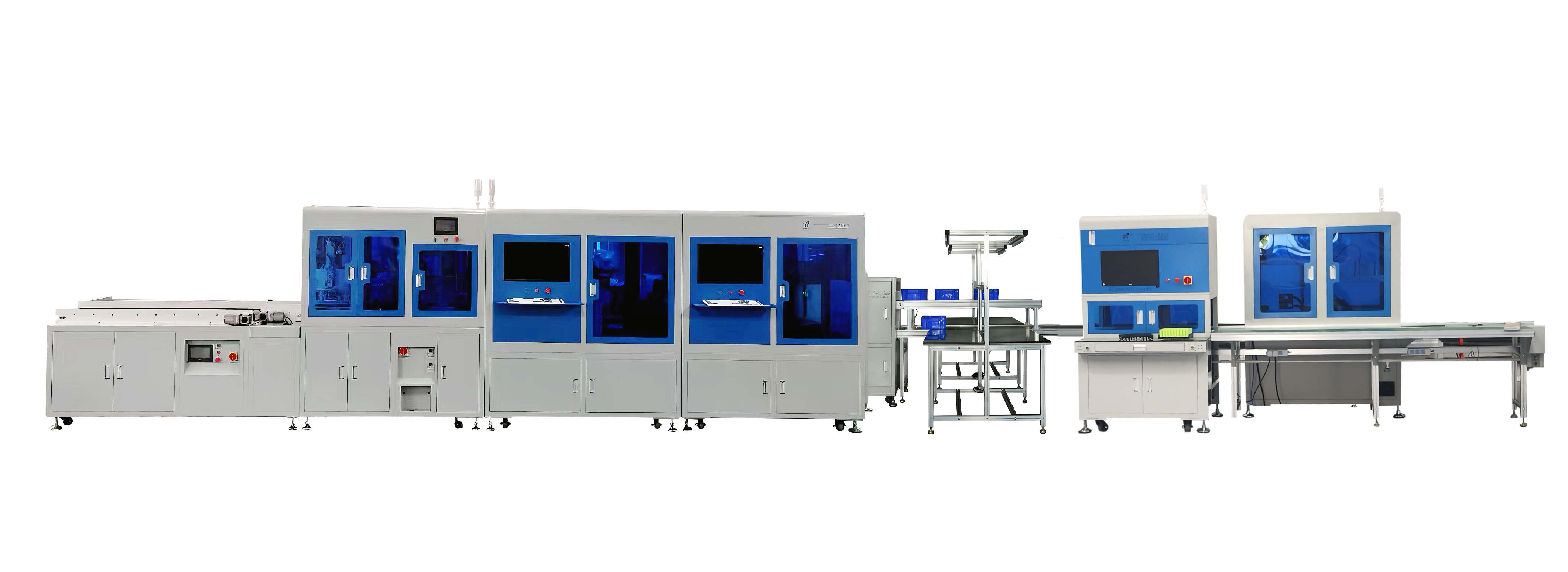
電池制造的效率與質量成為行業競爭的加分項,深圳比斯特自動化設備有限公司憑借其半自動電池生產線,以“人機協作”模式實現了高效生產與精確控制的平衡。本文將深度解析該產線從電芯分選到成品檢測的全流程,揭示其技術亮點與行業價值。
一、概述半自動生產線
比斯特半自動生產線采用模塊化、柔性化設計理念,將電池制造過程劃分為電芯分選、模組組裝、焊接集成、成品檢測四大重要模塊。每個模塊既可獨立運行,又能通過標準接口實現高效銜接,形成完整的生產流程。
產線設計充分考慮了人機協作的優化配置。這種設計既避免了全自動化產線的高投資風險,又克服了傳統手工線效率低、一致性差的問題。在需要高精度、高重復性的工序采用自動化設備,而在需要靈活判斷和復雜操作的環節保留人工介入空間。
整條產線的布局遵循精益生產原則,物料流向清晰,工作站間距合理,更大限度的減少無效搬運和等待時間。通過智能調度系統的引入,實現了生產過程的可視化管理,實時監控各環節狀態,及時發現并解決生產瓶頸。
二、電芯分選
電芯分選是保證電池包一致性的第一道關鍵工序,其目的是確保電芯參數的一致性。比斯特產線采用“機械臂+激光測厚儀+測試儀”的組合,實現電芯厚度、電壓、內阻的快速分級篩選。機械臂以每秒3顆的速度抓取電芯,激光測厚儀實時反饋厚度數據,誤差控制在±0.01mm以內,內阻測試儀則通過四線法測量電芯內阻,精度達0.1mΩ。
人工復核環節進一步保障質量:操作員將分選后的電芯按批次碼放入料盤,并通過目視檢查剔除表面劃痕、鼓包等缺陷。
三、模組組裝
模組組裝模塊采用半自動化工作站設計,配備了自動涂膠系統、絕緣墊片貼附設備和極耳整形裝置。六軸機械臂搭載視覺定位系統,將電芯按預設陣列堆疊成模組。機械臂通過3D相機識別電芯極耳位置,定位精度達0.05mm,堆疊速度達12秒/模組。極耳對齊與端板固定仍需人工完成:操作員使用定制化夾具輔助定位,確保電芯間距均勻,通過力矩扳手擰緊端板螺栓,扭矩控制精度達±2%,避免機械臂力度不均導致的模組變形。
在這一環節,半自動化的優勢尤為明顯。自動化工序保證了關鍵工藝參數的一致性,而人工操作則提供了處理異常情況的靈活性。這種組合既保證了產品質量,又保持了生產的適應性。
四、焊接集成
焊接工站是產線的重要環節,機器人完成極耳與匯流排的焊接路徑規劃,但焊接參數需人工根據材料特性實時調整。例如,針對磷酸鐵鋰與三元鋰電芯,工人通過操作面板將激光功率從1500W調整至1800W,焊接速度從80mm/s降至60mm/s,確保熔深均勻。焊接完成后,工人用放大鏡檢查焊縫表面,剔除飛濺、氣孔等不良品。
焊接部分配備了比斯特自主研發的智能焊接系統。該系統采用視覺定位技術,自動識別焊接位置,引導操作人員進行精確焊接。焊接參數實現數字化管理,每個焊點都有完整的工藝記錄,確保焊接質量的穩定可靠。
五、成品檢測
檢測設備采用模塊化設計,可根據不同產品要求靈活配置檢測項目,測試項目包含:電性能測試、氣密性檢測、外觀檢查和充放電測試。
電性能測試系統能夠自動完成電池包的電壓、內阻、絕緣電阻等關鍵參數的測量,并與設計標準進行比對。氣密性檢測采用先進的差壓法,能夠精確檢測微小泄漏。外觀檢查站配備高分辨率視覺系統,輔助操作人員發現表面缺陷。
檢測數據實時上傳至中央數據庫,自動生成質量報告。系統支持統計過程控制(SPC)分析,幫助管理人員及時發現質量趨勢變化。不合格品自動標記并分流至返修區,確保只有合格產品流入下一環節。
比斯特半自動生產線是現代制造業的一種智慧選擇:在自動化與人工之間找到合適的平衡點,在投資與收益之間實現更優配置,在當前需求與未來發展之間建立合理橋梁。隨著新能源產業的持續發展,比斯特將繼續深化半自動產線的技術創新,幫助更多企業在自動化轉型的道路上行穩致遠,共同推動中國電池制造業向更高質量、更高效率的未來邁進。
審核編輯 黃宇
-
電芯
+關注
關注
14文章
865瀏覽量
27412
發布評論請先 登錄
實現從電芯到成組高精度生產的比斯特2113B半自動生產線
比斯特電池組半自動生產線高效裝配實現電池組關鍵工序自動化
比斯特4518B自動分選機助力電芯高精度生產

比斯特2113B電池組半自動生產線助力行業效能飛躍
解析比斯特2113B儲能及動力電池組半自動生產線特點



 工商網監
工商網監
評論