 基于s7—2o0系列PLC和總線技術實現涂裝生產線自動控制系統的設計
基于s7—2o0系列PLC和總線技術實現涂裝生產線自動控制系統的設計

隨著計算機、控制、通信和網絡等技術的進步.現場總線在20世紀80年代中期逐漸發展起來。現場總線是應用在生產現場測量與控制設備之間實現雙向串行多節點數字通信的系統,也被稱為開放式、數字化、多節點通信的底層控制網絡。PROFIBUS是過程現場總線(Process FieldBus)的縮寫。它已成為應用廣泛、技術成熟的國際標準現場總線之一,廣泛應用于加工制造、過程和樓宇自動化等領域。本文介紹PROFIBUS-DP現場總線在涂裝生產線自動控制系統的應用。
1 、工藝介紹
該涂裝生產線主要是對叉車結構件進行涂裝。所謂涂裝即指對金屬和非金屬表面覆蓋保護層和裝飾層。隨著工業技術的發展,涂裝已由手工向工業自動化方向發展,而且自動化的程度越來越高,涂裝生產線的應用也越來越廣泛,并深入到國民經濟的多個領域。
涂裝工藝路線分為兩部分,即拋丸清理區的強制節拍和涂裝烘干區的調整節拍。根據工件類型決定是否打膩子。兩部分工藝路線在拋丸清理區前后銜接。對應兩部分工藝路線輸送系統由一條慢鏈和一條快鏈組成,采用積放式懸掛輸送機實現兩部分工藝路線之間的相互配合以完成生產過程。且針對不同工件有兩種工藝線路。
2、 PROFIBUS—DP現場總線
目前,國內涂裝生產線行業大都采用傳統PLC 控制模式。這種方式已經無法滿足該行業對其產品工藝要求高的特點. 而采用現場總線方式則既能發揮其節省現場布線的優勢,同時也便于施工,容易維護.系統構架更清楚明了.而且更重要的是,通過一根屏蔽的雙絞線,就能實現各環節的開關操作,完成信號反饋.由于通過各環節控制器上的PROFIBUS-DP接口,直接訪問和修改各控制器的內部參數,便可以協調整個涂裝生產線。
3、 控制系統結構及配置
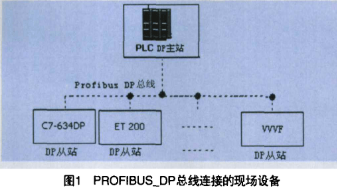
本涂裝生產線有近五百米長,現場控制設備、現場傳感器分布較遠和分散,生產環節多,最終設計成具有PROFIBUS—DP現場總線功能的控制系統。PROFIBUS采用的是線性結構,用一根總干線從控制器連接到受控對象,總線電纜從主干電纜分支到現場設備處,控制器掃描所有I/O站上的輸入,必要時還可發送信息到輸出通道,實現多主式和對等式通信。
其拓撲結構圖如圖1所示:
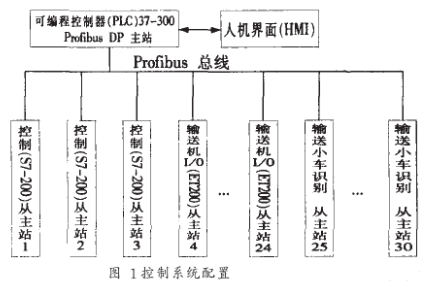
3.1 PROFIBU-DP。PROFIBS-DP是一種經過優化的高速便宜的通信連接,專為自動化控制系統與分散的I/O設備級之間通信使用而設計的。它提供了一種具有高速數據通過能力、良好的診斷能力和無差錯傳輸的技術。遠距離高速通信時波特率從9-6Kbit/s到l2Mbit/s,并可用中繼器加長。該技術各主站問用令牌傳遞,主站與從站間為主一從傳送,每段可達32個站,用連接器連接段,最多可達126個站。該技術采用RS485的傳輸技術,用雙絞線鋪設。經過擴展的PROFIBUS-DP的診斷功能能對故障進行快速定位,診斷信息在總線上傳輸并由主站采集,并且采用開放式通信網絡,允許構成單主站或多主站系統。
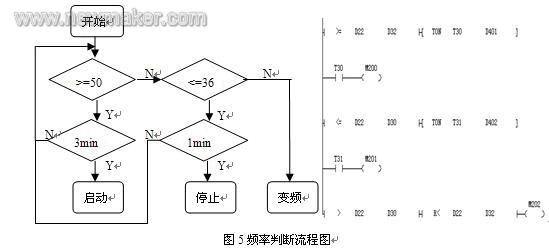
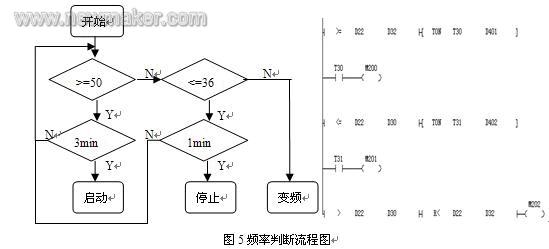
3.2 輸送系統控制。輸送系統鏈采用WWJ4寬推桿積放式懸掛輸送機,在各個工位設置停止器來控制懸掛小車的行走,而停止器則是通過氣動電磁閥由主控制柜上的PLC進行控制,PLC根據由各工位的占位及滿位信號都是通過接近開關送給PLC的。在全長500米的工藝路線中,一共有36套占位開關和14套滿位開關。
3.3 SIMATIC s7-3O0主站。作為DP主站,CPU位于控制中心。本系統選用CPU3l5.2DP模塊化PLC。它集成了PR0FlBUS-DP現場總線接口裝置,具有很強大的處理能力。(具有0.3ms處理1024語句的速度),PLC程序在PC機STEP7中編制完成后下載到CPU315并存儲,CPU可自動運行該程序,根據程序內容讀取總線上的所有I/O模塊的狀態字,控制承載小車的運行以及相應的設備。
3.4 SIMATIC s7-2O0從站。當s7—300或s7-400作PROFIBUS-DP網的主站時,可分別帶從站32個,如加中繼器,最多可達127個。根據現場的情況,整個控制系統分為30個從站,其中噴漆室、烘爐、空調、強冷室、打磨室以及廢水處理共設三個從站,各從站均采用SIEMENS公司的s7—2o0系列PLC,通過EM 77模塊和PROFIBUS總線相連。在S7-300種可以對各分站中PLC的輸入輸出進行讀寫操作。
輸送機部分根據各停止器、操作位和小車識別系統得位置分為27個從站,其中輸送機控制用21個從站, 每個從站采用SIEMENS公司的ET2OOeco型分布式VO模塊;小車識別系統用6個從站,各分站均采用P+F公司的識別系統。
3.5 分布式I/0 ET200M控制系統。ET200M是一種模塊化的分布式I/0站,通過IM一153接口與PROFiBUS-DP 現場總線連接。對于SIEMENS STEP7開發平臺,在ET200M上的分散I/0節點的地址排布與傳統集中式的地址排布是一致的,所以在編程時就和編制集中式控制程序一樣,而且分散I/0的模塊地址可以根據用戶需要而改變.以適應實際現場調試時的需要。
3.6 P+F識別系統。由于生產線上針對不同工件有兩種路線,所以在本系統中我們加入了自動識別模塊,承載小車可以根據所掛工件的類型自動選擇工藝路線。在每個小車上都裝有一個高溫載碼體,在整條生產線中一共設了六個讀碼器(即上下件區和各個道岔)。通過PLC將載碼體中的數據讀出來存在PLC的寄存器中,從而實現對小車的自動控制。
3.7 人機界面
3.7. 1 工藝流程畫面:顯示當前運行狀態信息,各停止器及占位開關的狀態,各個烘干室的溫度等。
3.7.2設備控制畫面:可以在人機對設備進行操作。
3.7.3識別系統:在人機系統我們可以看到各個承載小車所掛的工件類型。
3.7.4實時報警處理:對系統實時采集的數據進行判斷,發出報警信號,并按技術要求進行處理、自動進行相應設備控制。
4、小結
PROFIBUS現場總線以其在工業自動化底層建立數據通訊網絡,將控制邏輯分散到整個系統的全新理念,不斷沖擊著傳統的工業控制模式。它大大提高了,工業自動化水平,最大限度地提高了生產效率,實現了工廠管理與控制一體化。它以其自身的特點和優勢必將成為自動控制領域的主流方向。
責任編輯:gt
-
控制系統
+關注
關注
41文章
6959瀏覽量
114122 -
plc
+關注
關注
5051文章
14602瀏覽量
487048 -
總線
+關注
關注
10文章
3040瀏覽量
91679
發布評論請先 登錄
基于S7-400的污水處理自動控制系統的設計方案
現場總線對自動控制系統和自動化系統的影響
基于PLC的溫室大棚自動控制系統設計
煤礦常閉風門組的PLC自動控制系統
PLC在紙漿模塑生產自動控制系統中的應用
PLC在紙漿模塑生產自動控制系統中的應用
基于PLC的物料自動控制系統
采用現場總線和PLC器件實現板坯連鑄機電氣自動控制系統的設計



 工商網監
工商網監
評論