 以太網模塊實現:S7-300 經 MPI 轉以太網聯動觸摸屏及 Modbus 變頻器
以太網模塊實現:S7-300 經 MPI 轉以太網聯動觸摸屏及 Modbus 變頻器


一、行業場景
痛點聚焦:在光伏硅片切割車間,高精度恒張力控制對切割質量至關重要。現有西門子S7-300 PLC通過MPI接口連接西門子KTP700 Basic觸摸屏,實時監控張力與設備狀態。然而:
信息孤島:S7-300無法直接與上層MES系統(通過S7-1500 PLC接入)進行以太網通信,關鍵生產數據(如實時張力、線速、能耗)無法上傳,影響生產分析與調度。
人工抄表低效:驅動切割線的主變頻器(施耐德ATV340,Modbus RTU從站)參數需人工定期抄錄,效率低且易錯,無法實現能耗精細化管理與預警。
改造風險:客戶明確要求不能中斷觸摸屏的實時監控,傳統方案(如更換帶網口PLC或添加CP卡)成本高、停機時間長、風險大。

二、解決方案核心
功能簡介:
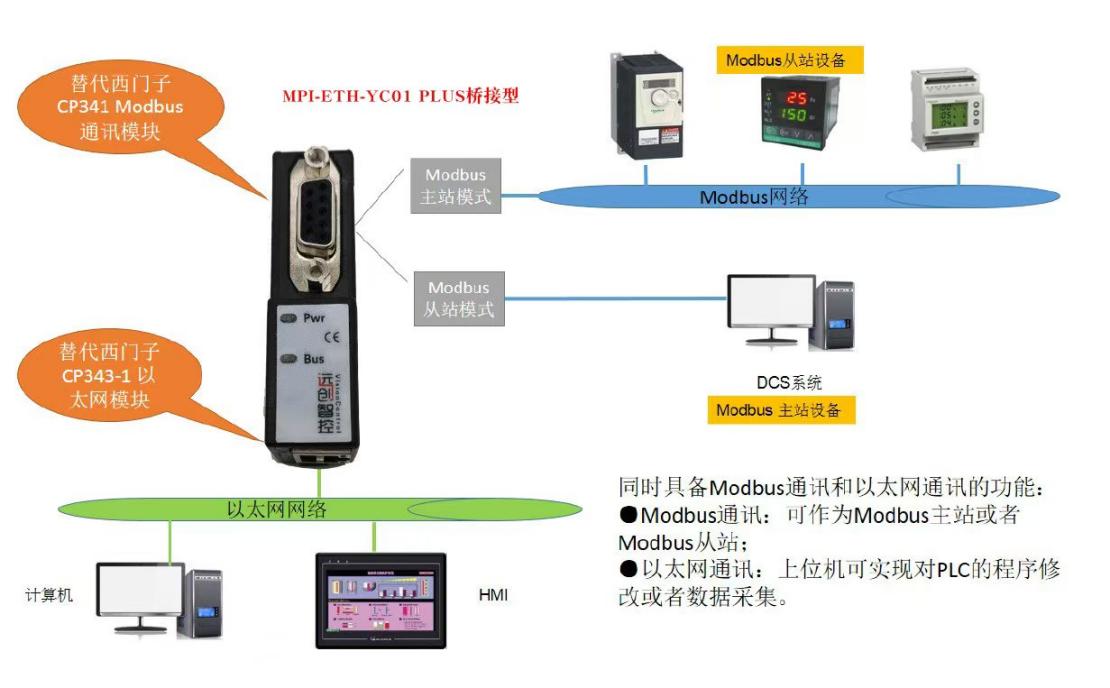
MPI/PPI轉以太網:核心功能,將S7-300的MPI物理接口轉換為標準以太網接口。
透明橋接:在MPI網絡和以太網之間建立雙向透明通道,允許觸摸屏繼續通過MPI與S7-300通信,同時讓S7-1500/上位機通過以太網訪問S7-300。
串口服務器 (RS485):集成1路RS485串口,支持Modbus RTU主站功能,用于采集變頻器等串口設備數據。
協議轉換:內部實現S7通信(用于PLC間數據交換)和Modbus TCP/RTU協議轉換。
獨立配置:通過網頁或專用軟件配置IP地址、端口號、MPI參數、Modbus映射點表等。
工業級設計:寬溫、寬壓輸入,DIN導軌安裝,適應光伏車間環境。

三、實施方案
網絡拓撲構建:

硬件安裝:
在S7-300控制柜內,將ETH-S7300-JM02 Plus安裝在DIN導軌上。
使用原裝或高質量MPI電纜,將S7-300的MPI口和KTP700觸摸屏的MPI口并聯接入模塊的MPI接口(注意終端電阻設置)。
使用屏蔽雙絞線連接模塊的RS485端子到施耐德ATV340變頻器的Modbus通信端子(A+/B-),并做好接地。
使用網線將模塊的以太網口接入車間工業交換機。
軟件配置:
ETH-S7300-JM02 Plus配置:
通過瀏覽器訪問其IP地址,設置模塊的IP、子網掩碼、網關。
配置MPI參數(波特率、站地址-確保不與PLC和屏沖突)。
配置RS485為Modbus RTU主站模式,設置波特率、數據位、停止位、校驗位(與ATV340一致)。
定義Modbus映射:在模塊內部建立“數據交換區”,將需要讀取的ATV340寄存器(如:輸出頻率Hertz%MW100、輸出電流Amps%MW101、直流母線電壓Volts%MW102、故障代碼%MW103)映射到模塊的特定Modbus TCP保持寄存器地址或S7-300的DB塊地址(根據后續編程方式選擇)。
S7-1500配置 (TIA Portal):
在項目中添加一個“S7 Connection”或“TCP Connection”連接,指向ETH-S7300-JM02 Plus的IP地址和端口(通常是102)。
在連接屬性中定義通信接口為ISO-on-TCP或TCP(取決于模塊支持),設置正確的機架槽號(通常為0)。
在S7-1500中創建DB塊,用于存放從S7-300讀取的數據(如張力設定值、實際值、設備狀態)和要寫入S7-300的數據(如MES下發的生產指令)。
使用PUT/GET指令或TSEND_C/TRCV_C指令編程,實現S7-1500與S7-300指定DB塊之間的數據交換。
SCADA/MES配置:
通過Modbus TCP協議訪問ETH-S7300-JM02 Plus的IP地址和端口(通常是502),讀取其映射的保持寄存器,即可獲取ATV340變頻器的實時數據。
通過S7協議(或OPC UA)訪問S7-1500 PLC,獲取整合后的S7-300數據和生產數據。
S7-300程序調整 (可選):
如果需要通過SCADA/MES直接訪問S7-300的原始數據,可在S7-300中創建一個專用的DB塊作為通信接口區。S7-1500的PUT/GET操作目標就是這個DB塊。ETH模塊的透明橋接使得S7-1500訪問這個DB塊如同訪問本地DB一樣。
四、應用效果與對比

串口轉以太網:捷米特模塊的核心能力之一,將施耐德ATV340的Modbus RTU串口信號無縫轉換為Modbus TCP以太網信號,解決串口設備聯網難題。
以太網轉換器:ETH-S7300-JM02 Plus 作為多功能協議轉換器,將S7-300的MPI協議和變頻器的Modbus RTU協議統一轉換為工業以太網標準協議(S7 Communication, Modbus TCP)。
以太網橋接器:模塊在MPI網絡與以太網之間扮演關鍵橋梁角色,實現物理接口轉換與協議適配,是打通異構網絡的關鍵節點。

五、行業前景推薦
新能源(鋰電池/氫能):是當前最主流、發展最迅猛的領域之一。電池極片制造、電芯化成、PACK組裝、制氫/加氫站控制等環節存在大量老舊PLC(如S7-300/400)、串口設備(儀表、傳感器、小型設備控制器)需要接入工業物聯網平臺和MES系統。對實時數據采集、設備互聯互通、柔性生產、質量控制追溯要求極高,對捷米特這類模塊的需求巨大且迫切。國家戰略強力支持,市場空間廣闊。
生物醫藥:對生產環境的精確控制(溫濕度、潔凈度、壓力)和生產過程的無菌、合規性(GMP)要求極其嚴格。大量用于環境監控、流體控制、滅菌設備的PLC和串口儀表需要可靠、穩定地上傳數據到SCADA和Batch系統。對數據完整性、系統可靠性、改造安全性(避免污染和驗證風險)要求極高。模塊化、非侵入式的改造方案(如本方案)在該行業優勢明顯,符合其嚴格的驗證和變更管理流程。行業利潤率高,對智能化投入意愿強。
六、總結
在光伏硅片切割車間面臨的通訊瓶頸與數據孤島挑戰中,基于捷米特ETH-S7300-JM02 Plus以太網橋接器/轉換器的解決方案展現了卓越價值。該方案巧妙利用串口轉以太網技術,在不改動原有S7-300 PLC硬件、不影響關鍵觸摸屏(KTP700 Basic)實時監控的前提下,一舉三得:
實現了S7-300與新型S7-1500 PLC的高速以太網通信,打通了底層控制與上層信息系統的通道。
通過其內置的Modbus RTU主站功能,無縫接入了施耐德ATV340變頻器的關鍵運行參數,終結了人工抄表時代。
將異構數據(PLC狀態、變頻器參數)統一匯聚到以太網,為SCADA/MES系統提供了豐富、實時、可靠的數據源。
項目實施過程安全可控,成本效益顯著,效果立竿見影:生產數據透明化、設備管理精細化、質量控制精準化、人工效率大幅提升,最終驅動硅片切割良率和生產效益的實質性增長。這種利用以太網轉換器/橋接器進行非侵入式、低成本智能化升級的模式,不僅完美契合了光伏行業降本增效的迫切需求,其核心價值與實施經驗更可直接復制到新能源鋰電池/氫能、生物醫藥等高速發展且對數據互聯與智能控制需求同樣迫切的朝陽行業,助力其加速數字化轉型與智能制造升級。在工業4.0與雙碳戰略背景下,此類解決方案具有廣闊的應用前景和推廣價值。
《具體內容配置過程及其他相關咨詢請與武工留言交流》
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6106瀏覽量
181378 -
MPI
+關注
關注
2文章
126瀏覽量
20571
發布評論請先 登錄
西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1500PLC、觸摸屏以及Modbus RTU協議的變頻器通訊案例

老舊S7-300煥新生:MPI轉網口一網打盡S7-1200、觸摸屏、ModbusRTU變頻
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1200PLC、觸摸屏以及ModbusRTU協議的變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

S7-300借MPI轉以太網聯控S7-1200、HMI及Modbus變頻器方案

西門子PLC助力焊接生產線升級:S7-300與S7-1200以太網通訊及HMI集成方案

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例




 工商網監
工商網監
評論