 順序控制PLC控制系統和順序功能圖
順序控制PLC控制系統和順序功能圖

1.順序控制系統
對于流程作業的自動化控制系統而言,一般都包含若干個狀態(也就是工序),當條件滿足時,系統能夠從一種狀態轉移到另一種狀態,我們把這種控制叫做順序控制。對應的系統則稱為順序控制系統或流程控制系統。
典型順序控制系統
2.順序功能圖
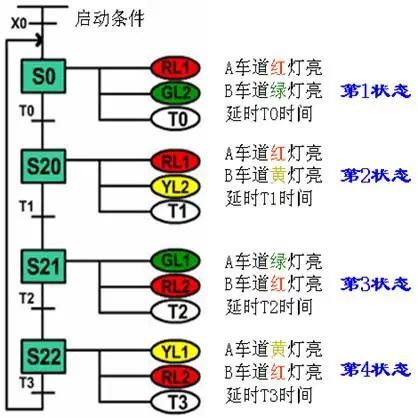
針對順序控制要求,PLC提供了順序功能圖(SFC)語言支持。順序功能圖又稱狀態轉移圖,由一系列狀態(用S表示)組成。系統提供S0—S999共1000個狀態供編程使用,其中:
S0—S9:初始狀態專用
S10—S19:原點復位用
S20—S499:一般用
S500—S899:停電保持用
S900—S999:報警用
以紅綠燈控制為例,其對應的順序功能圖如下圖所示。
審核編輯 :李倩
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
控制系統
+關注
關注
41文章
6955瀏覽量
114089 -
plc
+關注
關注
5051文章
14594瀏覽量
486900 -
編程
+關注
關注
90文章
3716瀏覽量
97185
原文標題:順序控制PLC控制系統和順序功能圖
文章出處:【微信號:工控PLC學習,微信公眾號:工控PLC學習】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
熱點推薦
探索MAX25605:汽車照明系統的6開關順序LED控制器
探索MAX25605:汽車照明系統的6開關順序LED控制器 作為電子工程師,在汽車照明系統設計中,我們總是在尋找高性能、高可靠性且易于配置的LED控
EtherCAT總線節點順序錯誤問題詳解
,總線節點順序錯誤是工程師常遇到的典型問題之一。本文將深入剖析該問題的成因、診斷方法及解決方案,并結合實際案例提供系統性指導。 一、EtherCAT總線拓撲與節點順序原理 EtherCAT支持線型、樹型


全自動 PLC 控制系統:工業 4.0 時代的核心驅動力
單一設備的自動化運行到全生產線的協同聯動,從本地控制到云端遠程管理,全自動 PLC 控制系統正重塑工業生產模式,加速工業 4.0 時代的全面到來。 從 “半自動” 到 “全自主”:PLC
PLC溫度控制系統的主要功能
PLC溫度控制系統作為工業加熱、恒溫場景的核心控制單元,通過整合傳感器、執行器與邏輯控制算法,實現對溫度的精準調控,其主要功能可歸納為以下六
PLC 自動化控制系統:功能全面 + 優勢顯著,工業控制的優選
器)。作為工業自動化的“神經中樞”,PLC自動化控制系統通過編程實現對設備的邏輯控制、時序管理和數據交互,已成為制造業、能源、交通等領域不可或缺的核心技術,重塑工業生產模式。 一、核心功能
PLC遠程監控與控制系統應用方案
在工業自動化領域,PLC(可編程邏輯控制器)作為設備控制的“大腦”,長期以來承擔著生產線、機械裝備等場景的本地控制任務。隨著工業互聯網的深入發展,P
工業控制系統的現狀與發展趨勢
和智能制造概念的深入推進,工業控制領域正經歷著前所未有的變革。 工業控制系統的組成與功能 典型的工業控制系統由傳感器、控制器、執行機構和人機
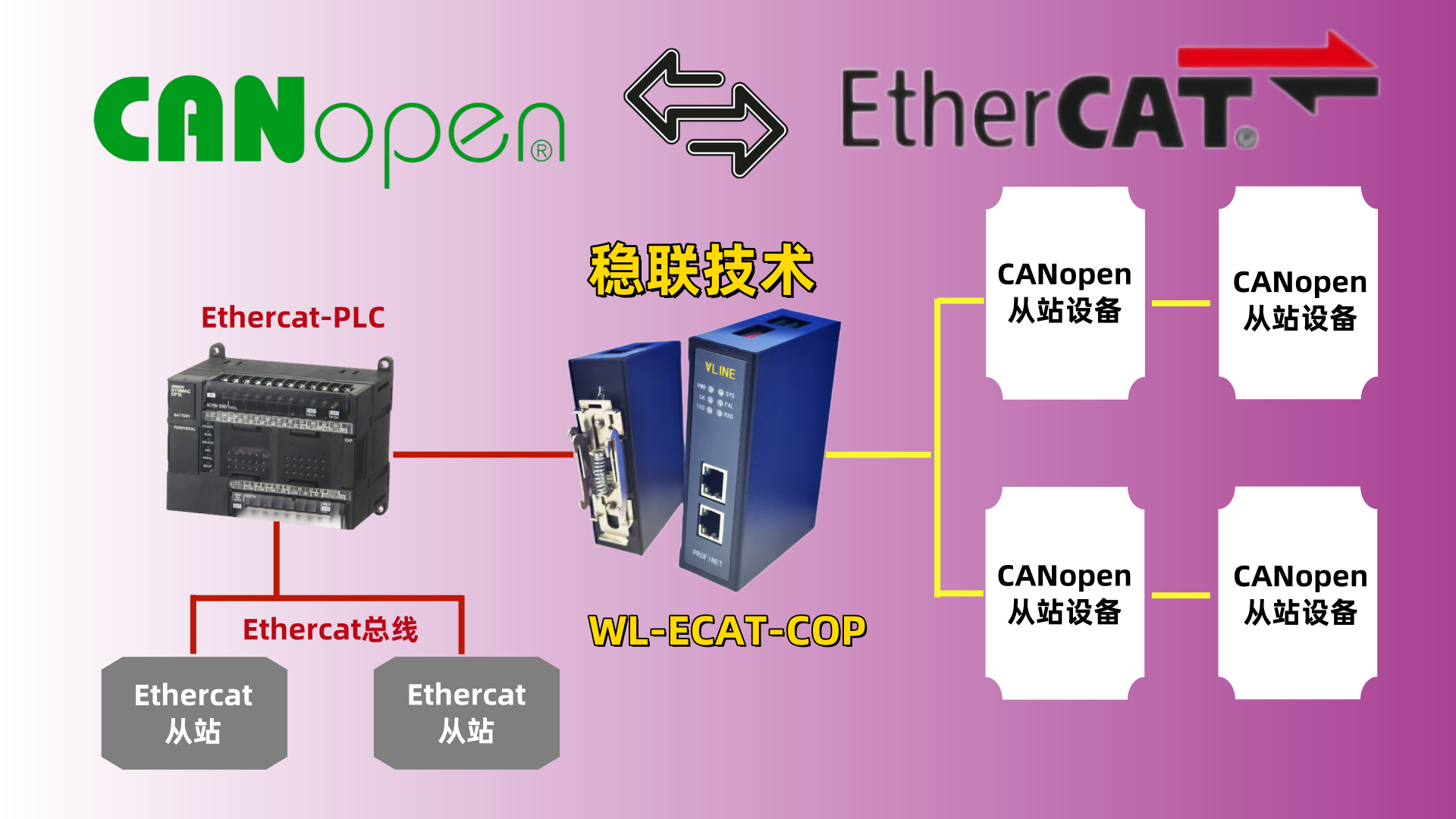
多設備聯動,canopen轉Ethercat網關設備接入國產 PLC 控制系統方案落地
多設備聯動,canopen轉Ethercat網關設備接入國產 PLC 控制系統方案落地
伺服和PLC有什么區別
伺服系統和PLC(可編程邏輯控制器)在工業自動化中扮演不同角色,主要區別體現在功能、結構、應用場景和控制方式上,以下是具體分析:
設備與電源濾波器連接時,接線順序有的基本要求
電源濾波器是現代電子設備的必備組件,連接時應遵循接線順序,確保輸入、輸出端的區分和正確連接地線。接線前需確保設備和電源濾波器完全斷電、外觀完好無損,工具準備充分。接線順序包括輸入端與輸出端的區分、輸入端接線順序和輸出端接線

stm32 DMA串口接收到數組,數組元素順序錯亂怎么解決?
數據。理論上講上位機發送數據的數量和順序都是固定的——比如AABA,可是現在有干擾——有一次上位機多發送了一個數據——變成了CAABA,根據DMA循環原理,存到數組里的數據就變成了AAAB——并且還是根據
發表于 03-12 08:02
網線順序怎么排
網線的順序排列主要遵循TIA/EIA-568A和TIA/EIA-568B這兩種主流標準,其中TIA/EIA-568B標準更為常用。以下是關于網線順序排列的詳細解釋: 一、TIA/EIA-568B標準



 工商網監
工商網監
評論