 探究組態軟件的等離子熔積直接成形自動控制系統
探究組態軟件的等離子熔積直接成形自動控制系統

1、引 言
近年來,隨著快速成型技術(RP&M)的飛速發展和應用,快速制模(RT)也應運而生,并迅速發展,成為RP&M技術的研究前沿。金屬零件與模具的直接快速制造是快速成形與制造(RP&M)技術的研究前沿,為該技術努力的目標,將RP&M技術應用到金屬零件與模具制造工藝中,可大大減少制造周期和成本。
等離子熔積快速制模技術是一種新型的RT技術,實際上是多層等離子堆焊與表面光整相復合的技術。等離子熔積程成形過程復雜,對于送氣、送粉、起弧、運動開始以及電弧衰減、運動停止、停粉、停氣等動作有嚴格的順序及時間要求。因此等離子熔積快速制造技術的多層等離子熔積制造比等離子堆焊更加復雜,主要有:一層中間可能需要多次起弧;層與層之間進行表面光整都需要實現自動控制,避免人工干預;復雜的工藝參數智能控制及其反饋。
等離子熔積成形過程自動控制系統是等離子熔積直接快速制造中的關鍵技術之一。該系統的研制開發,使直接、快速制造金屬模具成為可能,是快速制模技術實用化的前提。本文將介紹基于組態軟件的等離子熔積過程自動控制系統軟件的研究與實現,控制中涉及的一些關鍵技術對其它工業制造方法也有積極意義。
2、等離子熔積快速制模控制系統總體結構
對等離子熔積過程進行分析,從送氣開始到產品成形,各工藝動作要按照一定的先后順序和時間間隔銜接起來。工藝動作程序選定是否合理,對工藝過程穩定性和焊層質量有很大的影響。典型的等離子熔積過程可分為起弧,熔積和熄弧三個階段,按照工藝的要求,各工藝動作的銜接上,有時需要延時,有時則需要同時動作或同時停止。一般選擇的工藝動作時序如圖1所示。
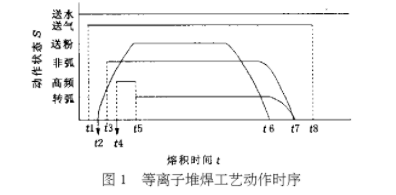
由圖可見,控制系統的過程控制較為復雜,特別是送粉、非弧和轉弧的啟動以及衰減量的控制對產品成形的結果影響最大,不易控制。等離子熔積快速制造的實質為多層堆積成形,除了要考慮延時和動作協調,還要考慮一層中多次起弧和一層或多層成形完畢的光整加工。
為了簡化控制系統的硬件結構和提高其可視化程度,采用工控機+板卡的形式,為了實現對I/O量的讀取和控制以及模擬量的采集和控制,采用了威達I/O板卡P32C32、威達模擬量控制板卡A626,以及研華的數據采集板卡PCL-818L。工控機主要管理等離子熔射過程(諸如送氣、送水、起弧等),而數控機床主要管理堆積運動過程(從而形成一定形狀的零件)。
需要采集的信號有(1)數字量:送水、送氣、高頻的狀態,以及數控機床的運動控制狀態。(2)模擬量:送粉量、等離子熔積時的電流、電壓大小,溫度的高低等等。(3)視頻信號:熔積過程中熔池的表面形狀。
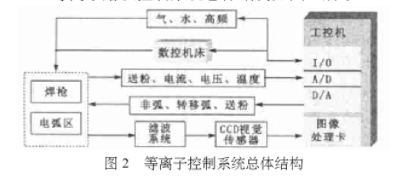
需要控制的信號有(1)數字量:送水、送氣、高頻的開關,以及向數控機床發送控制信號。(2)模擬量:送粉量(即電機轉速)、等離子熔積時的電流等等。等離子熔積控制系統總體結構如圖2所示。
3、基于組態軟件的控制方式
在國內的工控項目開發中,上位機控制系統的實現主要有兩種方式:一是利用VB、VC++等可視化高級語言進行低層開發,可以實現控制系統的技術要求。這種開發方式的較大缺陷是開發周期長,維護不方便。二是利用工控組態軟件進行二次開發,在工業控制軟件中,組態軟件能充分利用Windows的圖形編輯功能,方便地構成監控畫面,以動畫方式顯示控制設備的狀態,具有報警窗口,實時趨勢曲線,并可運用PC機豐富的軟件資源進行二次開發,便利地生成各種報表,為應用程序的開發提供了十分方便的軟件平臺。
此種方式以其簡單易學,開發周期短,維護方便等優勢在工控領域得到了廣泛的應用。并且國內外有很多工控組態軟件供用戶選擇。如美國Intellution公司的FIX系列產品,INTOUCH,澳大利亞CIT(悉亞特)公司的Citect產品,PPCSOFT公司的WINZCON等等,這些國外組態產品功能普遍較為強大,也十分成熟,但價格較高,國內的普通用戶較難接受。
北京亞控公司開發的組態王軟件吸收了國外組態軟件的很多優秀成分,并采用的當今較為先進的軟件設計技術,在很多方面可以與國外的組態軟件媲美,且價格相對較低,節約了開發成本。
組態王支持的硬件設備包括:PLC、智能模塊、板卡、智能儀表、變頻器等等。工程人員把每一臺下位機當成一種設備,不必關心具體的通訊協議,只需在組態王的設備庫中選擇設備類型,然后按照向導提示完成安裝即可。如它支持國內外流行的大部分工業用A/D、D/A和I/O板卡,基本上拿來就可使用,對板卡的定義也十分簡單。
4、等離子熔積成形控制系統
4.1 系統組成和功能
基于組態軟件的等離子熔積控制系統硬件由威達公司的P32C32 I/O卡實現對送水、送氣等過程控制;威達的A626 D/A卡實現對送粉、熔積時的電流和電壓等的控制;研華PCL-818L A/D卡實現對現場重要數據采集;凌華公司的圖像處理卡和攝像頭實現對實時熔積熔池的形貌跟蹤。
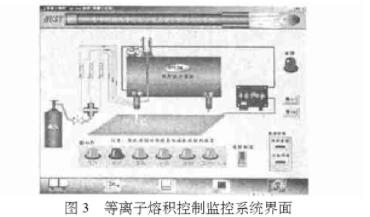
在現場工控機上用組態王軟件開發圖形界面,如控制系統總貌圖、電流和電壓波形顯示圖以及參數設定圖、報警圖和報表等,實現對熔積控制系統的監控(見圖3)。系統要完成的功能主要是對等離子熔積過程的運動、送粉、電流等的檢測和控制達到按指定要求生產出滿意的產品。
4.2 組態王實時數據庫設計
實時數據庫是組態王軟件的核心部分,在組態王(TouchView)運行時,工業現場的生產狀況要以動畫的形式反映在屏幕上,同時工藝人員在計算機前發布的指令也要迅速送達生產現場,所有這一切都是以實時數據庫為中介環節,數據詞典是聯系上位機和下位機的橋梁。組態王系統支持多種變量類型,可分為兩大類:一類是內存變量,另一類是I/O變量,前者主要是中間變量,后者對應I/O卡、模擬量控制卡和數據采集卡在組態王中的映射。
注意,由于組態王價格是按照點數(變量個數)計算,所以在設置變量時盡量節省,對于I/O量最好以字(int)的方式讀寫。如P32C32 I/O卡共64點(32入,32出),如果點對點的讀寫,組態王的“點”資源將很快耗盡,如果以字(int)來定義,則只需4個“點”就可以了。I/O具體定義如下:
(1)定義板卡
在工具管理器中雙擊板卡,就可以進行新板卡的添加,只要選擇正確的板卡生產廠家和型號以及板卡地址即可。判斷板卡在定義后能否正常工作也很簡單,只需在組態王中進行板卡測試即可。
(2)端口定義
在組態王的數據字典中定義變量如“輸入Con1”,變量類型為“I/O整型”,連接設備為剛才定義的板卡,寄存器為“DI1”,數據類型為“int”,就可以對P32C3的Con1口所有輸入端口進行讀取。同理,可以定義“輸入Con2”、“輸出Con1”和“輸出Con2”。
4.3 軟件流程
此部分工作涉及到等離子熔積的過程。一般熔積過程包括三部分:起弧、堆焊和熄弧,時序如圖4、5所示。
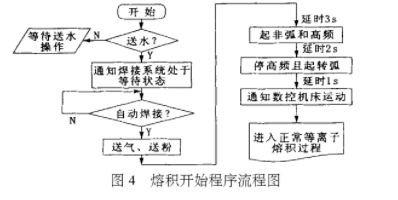
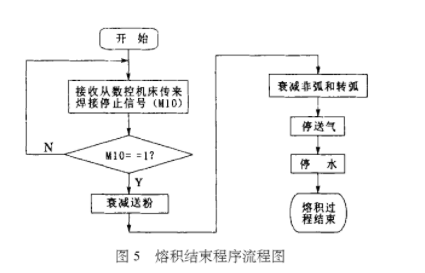
首先需要數控機床和熔積設備均處于準備就緒狀態,即能分別完成獨立的功能(數控機床完成堆焊的運動過程,熔積設備完成熔積過程)。然后先由數控機床發出準備就緒可以開始起弧命令,熔積設備接到起弧信號,要依次送氣(打開工作氣閥)—送粉―引非弧-起高頻-引轉弧,到此引弧階段結束,由熔積設備向數控機床發出可以開始運動命令,最后進入堆焊階段。
根據快速成型路徑規劃的特點,在一層熔積過程中可能需要多次起弧,即其路徑可能是不連續的。這樣,就需要在一層熔積過程中熄掉轉弧,為引弧方便和快速,我們可以考慮保留非弧。因此熔積過程中需要查詢是需要熄掉轉弧,保留非弧,還是非弧、轉弧都熄掉。為了保證熔積質量,考慮熔積一層或幾層,用銑刀銑削一次。
當需要銑削時,就需要非弧、轉弧都熄掉。當需要熄弧時,也是由數控機床根據G代碼指令,向熔積設備發送開始熄弧指令,工控機接到指令后,熔積設備依次送粉衰減―轉弧衰減―非弧衰減―停氣,之后進入等待狀態,等待下一次熔積開始指令。其中熔積開始程序流程和結束流程分別如下:
5、軟件實現
5.1 控制時序的實現
組態王提供給用戶的命令語言是一段類似C語言的程序,工程人員可以利用這段程序來增強應用工程的靈活性。命令語言包括應用程序命令語言、熱鍵命令語言、事件命令語言、變量改變命令語言、自定義函數命令語言、動畫連接命令語言、畫面屬性命令語言。
命令語言的詞法語法和C語言非常類似,是C的一個子集,具有完備的詞法語法查錯功能和豐富的運算符、數學函數、字符串函數、控件函數、報表函數SQL函數和系統函數。各類命令語言通過“命令語言”對話框編輯輸入,在“組態王”運行系統中被編譯執行。對于時序控制的實現只需簡單的幾行命令,同時它也能使用戶完成簡單的算法。現列出本控制系統時序控制的部分命令語句僅供參考。
當熔積過程被觸發時:
IO輸出Con2=IO輸出Con2|256; //送氣
送氣指示燈=1;
IO輸出Con2=IO輸出Con2|512; //送粉
送粉指示燈=1;
當熔積過程開始時(設定400ms掃描一次):
啟動延時=啟動延時+1;
if(啟動延時==4)
{
IO輸出Con2=IO輸出Con2|1024; //非弧
非弧指示燈=1;
}
if(啟動延時==10)
{
IO輸出Con2=IO輸出Con2|4096; //起高頻
高頻指示燈=1;
}
if(啟動延時==14)
{
IO輸出Con2=IO輸出Con2&61439; //停高頻
高頻指示燈=0;
IO輸出Con2=IO輸出Con2|2048; //轉弧
轉移弧指示燈=1;
}
if(啟動延時==16)
{
IO輸出Con2=IO輸出Con2|1; //向數控機床發工作臺開始運動
工作臺運動指示燈=1;
}
5.2 動態畫面的實現
組態王的長處在于模擬工作現場,實現動畫界面,在組態王的開發系統中,界面上的每一個元素都被視為一個對象,可以由用戶操縱。通過動畫連接,用戶可以將某個對象連接到某一個變量上,實現對象的閃爍、移動、旋轉等動作,組態王提供了21中動畫連接方式,一個對象可以同時定義多個連接,組合成復雜的效果,以便滿足實際中任意動畫顯示的需要。動畫的定義和修改起來十分的簡單,用戶一到兩天內就可完全掌握。
5.3組態王與外部數據庫連接
組態王是一個較為開放的軟件,支持DDE和SQL等Windows標準功能,使得我們基于組態王開發的程序能與VC和VB等可視化高級語言開發的程序進行動態數據交換,當然也可與Access、Excel等進行數據交換。下面以等離子熔積控制系統中電流、電壓實時報表為例說明組態王與外部數據庫的連接。
為了對熔積控制系統的電流和電壓進行深入分析,現場采集的實時信號十分重要,必須進行及時高速地保存。組態王中數據采集頻率雖然可以定義到毫秒級,但它提供的最快數據保存頻率為1個/秒,所以無法滿足要求。我們使用組態王的SQL功能,及時的將數據送到外部數據庫中保存,這個問題就可迎刃而解。
組態王中SQL訪問管理器用來建立數據庫列和組態王變量之間的聯系。包括表格模板和記錄體兩部分功能。通過表格模板在數據庫表中建立表格;通過記錄體建立數據庫表格列和組態王之間的聯系,允許組態王通過記錄體直接操作數據庫中的數據。表格模板和記錄體都是在工程瀏覽器中建立的。
建立了表格模板和記錄體后,我們就可以在Windows ODBC數據源管理器中建立一個新的MS Access數據庫。下一步就是連接數據庫,命令語言如下:
SQLConnect(DeviceID,dsn=mine;uid=;pwd=)
該命令用于和數據源名(dsn)為mine的數據庫建立連接uid表示登錄數據庫的用戶ID,pwd是登錄的密碼。此處沒有設置用戶ID和密碼。每次執行SQLConnect()函數,都會返回一個DeviceID值,這個值在對所連接的數據庫的操作中都要用到。
6、結 論
基于等離子熔積過程自動控制系統的研究,著眼于在滿足相關的技術要求條件下,低成本、短時間開發出高質量的自動控制設備。本文介紹了等離子熔積系統的狀況,充分分析了實質為多層等離子熔積成形的特點,提出了基于組態軟件的實現方法,在實際應用過程中以較短的時間和較高的質量完成了等離子熔積控制系統的初步控制任務。等離子熔積控制設備的軟、硬件開發,使直接、快速制造金屬零件與模具成為可能,為該技術的實用化奠定了基礎。
編輯:jq
-
等離子
+關注
關注
2文章
273瀏覽量
31486 -
SQL
+關注
關注
1文章
789瀏覽量
46713 -
DDE
+關注
關注
1文章
9瀏覽量
14167
發布評論請先 登錄
大棚溫度自動控制系統:實時采集環境數據,遠程管理溫室
射頻功率放大器在等離子體激勵及發射光譜診斷系統中的應用
半導體晶圓去膠機自動控制系統核心介紹

使用簡儀科技產品的等離子體診斷高速采集系統解決方案

增產30%的秘密:智能溫室自動控制系統如何重塑農業生產
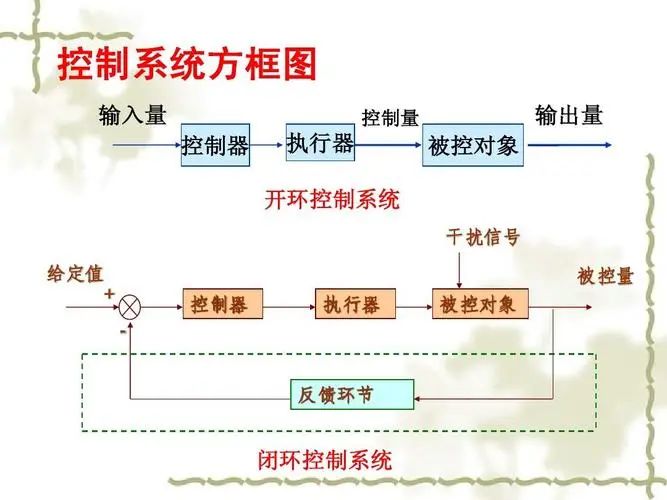
自動控制系統中什么叫開環控制,半閉環控制,閉環控制?三者有何區別?
協同與高效:工業自動化控制系統的多系統集成功能
水泵遠程自動控制系統:功能解析與多場景化應用指南
如何遠程采集監控等離子清洗機PLC數據

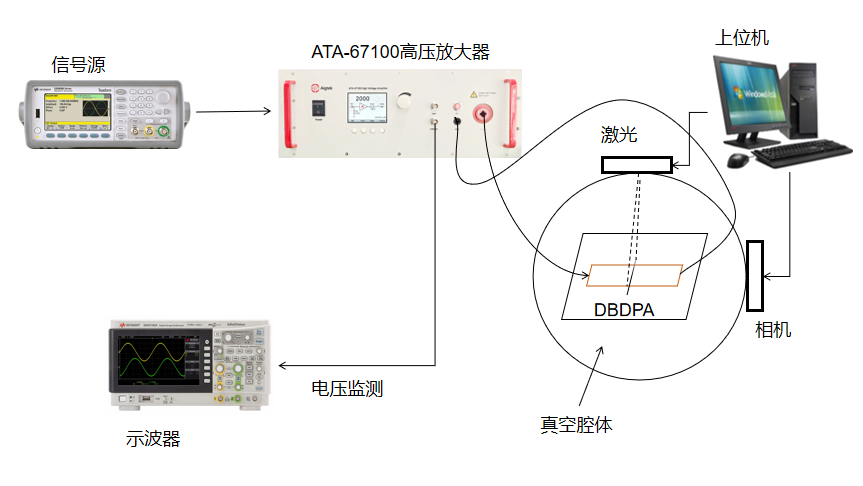
安泰高壓放大器在等離子體發生裝置研究中的應用
等離子清洗機PLC數據采集遠程監控系統方案
亮化燈光控制系統:可編程調光控制,智能自控照明效果
全自動雷電沖擊模擬過電壓發生器參數特點/凱迪正大
可視化組態數據管理平臺是什么
核聚變商用加速丨電源控制系統國產化解決方案




 工商網監
工商網監
評論