") 快換頭故障維修的難度
快換頭故障維修的難度

工位背景:機器人帶抓手抓件,將抓手放到工位里,然后PLC和夾具將機器人抓手固定,機器人于抓手脫開,其他機器人開始焊接,工作結(jié)束后機器人在去抓抓手,離開工位,再去抓件。
故障維修的難度:
由于抓手夾具和PLC結(jié)合控制需要關(guān)閉安全門控制夾具實現(xiàn)順序控制,這樣我們很難觀察到故障發(fā)生的第一時間只能是觀察機器人IO判斷.
機器人抓抓手時沒有任何故障,只有當(dāng)機器人脫開抓手時才會報錯沒有E540 .
原因分析:
編程分析:
--------放下抓手軌跡:
PTP VB=100% VE=100% ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s] P
-- Undock GreiferPosition – 放下抓手的位置
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E58
4: -- (A75) Werkzeugfreigabe 6 PF2V3112020 WZ1Z33-34 Steuern V/R --
5: A75 = EIN -----機器人到位后發(fā)出可以PLC和夾具
6: -- (E75) Stellungsfreigabe 6MS2V2 112016 Teil Einlegen ausfahrt --
7: WARTE BIS E75 -----PLC允許機器人離開故障
8: A75 = AUS -----關(guān)閉機器人允許PLC合夾具故障.
9: TECH3_ PN-Docken ID-Nr =145Abschalten EIN 關(guān)閉網(wǎng)絡(luò)
10: WARTE ( EIN ) ZEIT 5 [1/10Sek] 等待時間
11: WARTE BIS E23
12: A23 = EIN
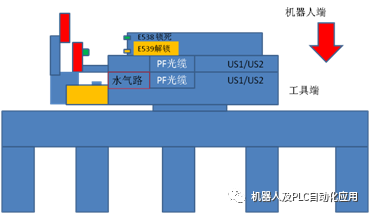
13: SPSMAKRO422 = !E540 快換頭復(fù)位
14: SPSMAKRO420 = EIN 打開快換頭發(fā)出A539,脫開快換頭.
15: FB PSPS = E42 & E46 &E58 & E75 & E80 & M30
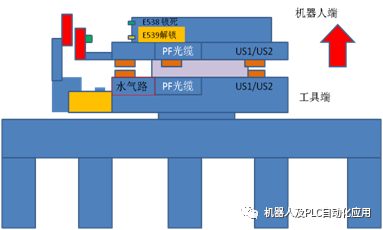
---在發(fā)出打開快換頭的解鎖信號A539時,此時安全擋塊沒有被安全模塊檢測到,因此快換頭再次報錯沒有E540.

“解鎖”信號故障
在標(biāo)準(zhǔn)版本中如果“解鎖”信號已設(shè)定,而安全開關(guān)未激活,此狀態(tài)將被識別為故障, LED H5亮紅燈,經(jīng)過2秒延遲后H6亮紅燈
-- After Undock GreiferPosition –脫開抓手的位置
LIN VB=150[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
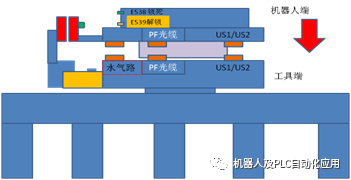
5: A539 = AUS ---到達脫開位置后關(guān)閉脫開閥控制。
6: FB PSPS = E42 & E46 & E58 & E75 & E80 & M30
PTP VB=100% VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P
--------放下抓手軌跡:
PTP VB=100% VE=100% ACC=100% RobWzg=32 Base=1 SPSTrig=0[1/100s] P
-- Before Dock GreiferPosition – 抓件前位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32 Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS E23
4: A23 = EIN
5: SPSMAKRO422 = !E540 -----故障復(fù)位
6: A539 = EIN -----打開快換頭解鎖
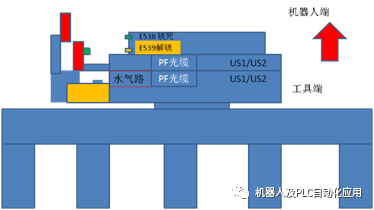
7: WARTE BIS !E538 & E539 &E540
8: FB PSPS = E42 & E46 & E58& E74 & E80 & !E538 & E539 & M30
-- Dock Greifer Position -- 抓件位置
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=32Base=1 SPSTrig=5[1/100s] P
1: FB PSPS = EIN
2: SPSMAKRO422 = !E540 -----故障復(fù)位
3: SPSMAKRO421 = EIN -----打開快換頭鎖死
4: A23 = AUS
5: TECH3_ PN-Docken ID-Nr =145Zuschalten EIN -----抓手給網(wǎng)
6: WARTE ( EIN ) ZEIT 1 [1/10Sek]
7: A75 = EIN -----機器人允許PLC夾具打開
8: WARTE BIS E73 -----等待PLC釋放
9: A75 = AUS ------關(guān)閉機器人允許PLC夾具打開
10: F1 = EIN
11: F3 = EIN
12: SPSMAKRO342 = EIN 打開夾爪
13: SPSMAKRO340 = EIN 關(guān)閉閥
14: WARTE BIS M31 & M35
15: F2 = EIN
16: F4 = EIN
17: SPSMAKRO342 = EIN 打開夾爪
18: SPSMAKRO340 = EIN 關(guān)閉閥
19: WARTE BIS M31 & M33 &M35 & M37 & M81
20: WARTE BIS E23
21: A23 = EIN
22: FB PSPS = E42 & E46 &E73 & E80 & M30 & M31 & M33 & M35 & M37 & M81
----------當(dāng)機器人進行抓件時—機器人快換頭的安全開關(guān)已經(jīng)檢測不到安全擋塊了,E540沒有開始自動閉合鎖死閥,此時因為有E538可以實現(xiàn)抓件。
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1SPSTrig=5[1/100s] P
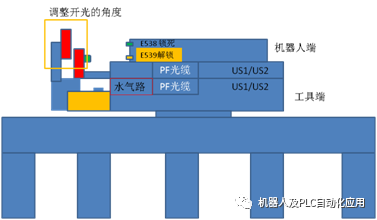
措施:
檢查機器人放抓手軌跡,放件軌跡有偏差,抓手的放件平面傾斜,優(yōu)化機器人放抓手軌跡.
優(yōu)化機器人托開上升軌跡.
檢查快換頭連線沒有問題.
分析程序,分析脫開時序.
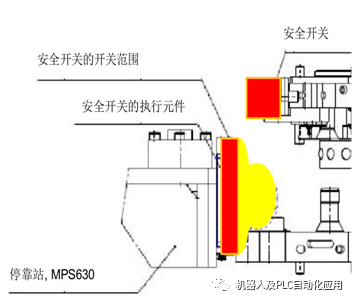
有安全擋板有點小所以,調(diào)整安全開關(guān)檢測擋板的角度,故障排除.
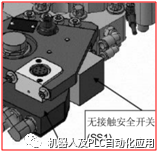
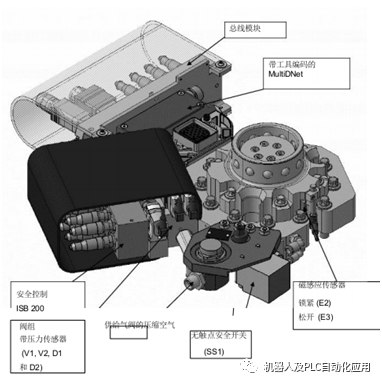
安全檢測開關(guān)

安全擋塊
安全檢測開關(guān)與安全擋板的檢測范圍:
解決方法:
---------------安全開關(guān)故障--------------

安全開關(guān)故障:沒有E540
如果安全開關(guān)出現(xiàn)故障,模塊將會輸出故障信號,并且通過LED H3亮紅燈來指示。
------------------- “解鎖”信號故障------------------
責(zé)任編輯:lq
-
機器人
+關(guān)注
關(guān)注
213文章
31079瀏覽量
222208 -
plc
+關(guān)注
關(guān)注
5051文章
14594瀏覽量
486901 -
焊接
+關(guān)注
關(guān)注
38文章
3563瀏覽量
63228
原文標(biāo)題:快換頭故障的一些感悟
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
設(shè)備維修總踩坑?故障知識庫 + AI 診斷,新手也能修復(fù)雜機

FLUKE15B、17B電路故障維修經(jīng)驗
專業(yè)修復(fù):記一次成功的Keysight MSO9254A示波器不開機故障維修

從故障到修復(fù):Keysight N9020A頻譜儀啟動異常維修全記錄

如何判斷電能質(zhì)量在線監(jiān)測裝置是否需要進行維修?

TiePie無線示波器在汽車故障檢測中的應(yīng)用

九陽電磁爐jyc-21gs08不通電,開關(guān)電源部分故障維修
從標(biāo)準(zhǔn)到網(wǎng)絡(luò):啟源芯動力以四項新國標(biāo)破局,鞏固其換電重卡頭部企業(yè)地位




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論