") 焊縫余高的控制措施有哪些
焊縫余高的控制措施有哪些

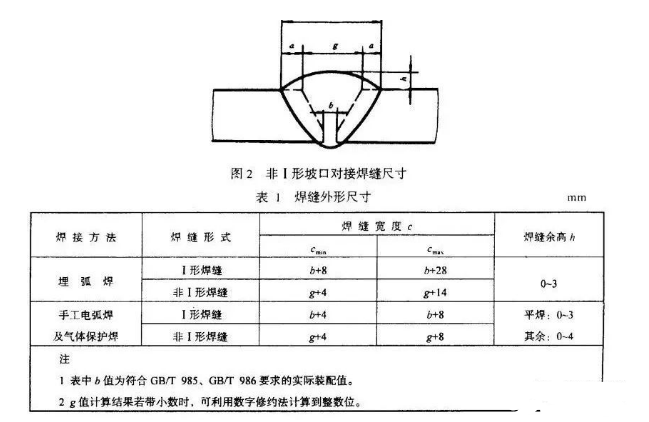
標(biāo)準(zhǔn)對(duì)余高的要求
1、JB4732對(duì)疲勞設(shè)備要求打磨,其他設(shè)備有限制范圍,基本是是不影響貼片即可,沒必要打磨。
2、中國國家標(biāo)準(zhǔn)GB150是這樣規(guī)定的,見圖表格與圖:

歐美國家對(duì)余高的要求
打磨。外觀質(zhì)量好是國外產(chǎn)品暢銷的原因之一,另外打磨之后能防環(huán)境腐蝕、避免產(chǎn)生過大的應(yīng)力集中、延長了焊縫的使用壽命。
余高的處理建議
提倡打磨,確實(shí)好。標(biāo)準(zhǔn)是最低要求,所以建議對(duì)重要設(shè)備或投資較大的設(shè)備進(jìn)行打磨,對(duì)投資小的設(shè)備就沒有必要進(jìn)行打磨了。
焊縫余高的控制措施
調(diào)整好焊接線能量檢查焊接線能量是否合適,一般用焊接接頭的酸蝕樣來檢查。
一是檢查內(nèi)外焊縫的重合量的程度;
二是檢查焊道腰部的寬窄;
對(duì)重合量的規(guī)定一般是大于1.5mm,但筆者認(rèn)為內(nèi)外焊縫的重合量以1.3~3.0mm較合適,若超過3.0mm就說明線能量大了。線能量大,不僅僅是熔深大,而且焊縫余高也大,如不開坡口或U形槽,焊縫余高就更大。這是因?yàn)楹附泳€能量越大,單位時(shí)間內(nèi)熔化的焊絲必然增加。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場(chǎng)。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請(qǐng)聯(lián)系本站處理。
舉報(bào)投訴
-
焊接
+關(guān)注
關(guān)注
38文章
3564瀏覽量
63247 -
焊縫
+關(guān)注
關(guān)注
1文章
103瀏覽量
13565
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
熱點(diǎn)推薦
ARPM100-CBF型消防余壓控制器:守護(hù)疏散通道安全的智能守護(hù)者
在現(xiàn)代建筑消防系統(tǒng)中,疏散通道的安全管理至關(guān)重要。ARPM100-CBF型電氣控制裝置(消防應(yīng)急疏散余壓控制器)及其配套的ARPM100系列余壓探測(cè)器,共同構(gòu)建了一套可靠、智能的

PLC控制系統(tǒng)應(yīng)用的抗干擾問題分析及處理措施
、控制精度下降,甚至引發(fā)設(shè)備故障。本文將深入分析PLC控制系統(tǒng)應(yīng)用中常見的干擾問題,并提出相應(yīng)的處理措施,為工業(yè)自動(dòng)化系統(tǒng)的穩(wěn)定運(yùn)行提供參考。 一、PLC控制系統(tǒng)的干擾源分析 PLC

芯盾時(shí)代零信任安全網(wǎng)關(guān)助力企業(yè)破解訪問控制難題
數(shù)據(jù)分類分級(jí),是企業(yè)數(shù)據(jù)安全體系建設(shè)的基石。通過梳理全量數(shù)據(jù),給不同數(shù)據(jù)“貼標(biāo)簽”,企業(yè)能夠明確數(shù)據(jù)的保護(hù)優(yōu)先級(jí),從而為不同的數(shù)據(jù)匹配相應(yīng)的訪問控制措施。
電網(wǎng)結(jié)構(gòu)優(yōu)化具體措施有哪些?
瓶頸、消納不足、穩(wěn)定性弱、經(jīng)濟(jì)性差” 等問題,適配高比例新能源接入與新型電力系統(tǒng)建設(shè)需求。具體措施可分為八大核心維度,每個(gè)維度均包含可落地的技術(shù)或工程手段: 一、輸電網(wǎng)絡(luò)優(yōu)化:強(qiáng)化 “能源主動(dòng)脈”,適配大規(guī)模新能源
減少諧波對(duì)新能源設(shè)備影響的措施有哪些?
范圍(如 GB/T 14549-1993 要求 220kV 電網(wǎng)電壓總諧波畸變率 THDv≤2%)。以下是具體措施及作用機(jī)制: 一、源頭控制:優(yōu)化新能源設(shè)備設(shè)計(jì),減少諧波注入 諧波的核心來源是新能源設(shè)備(逆變器、變流器)的非線性特性,從源頭降低諧波生成是最根
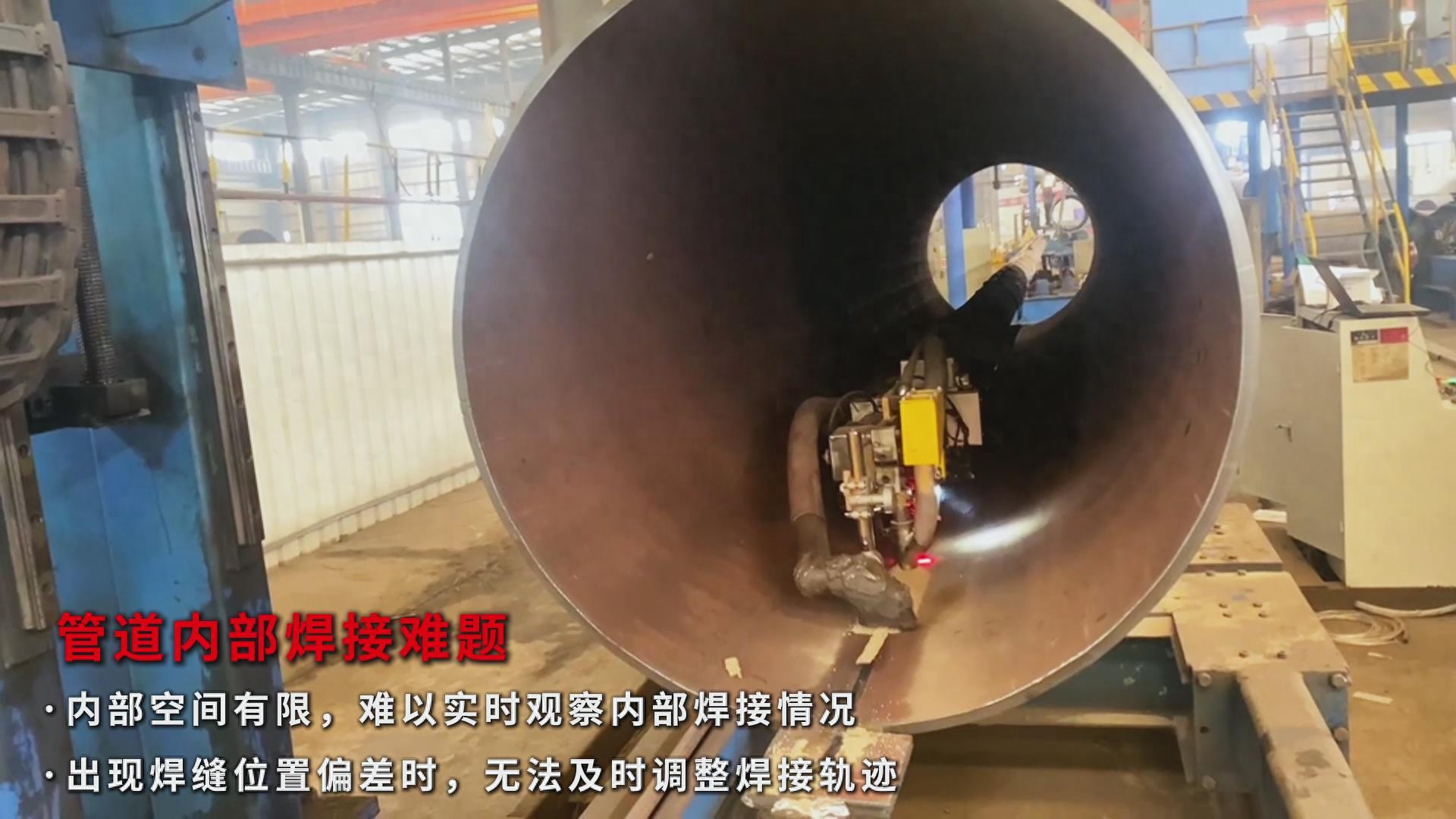
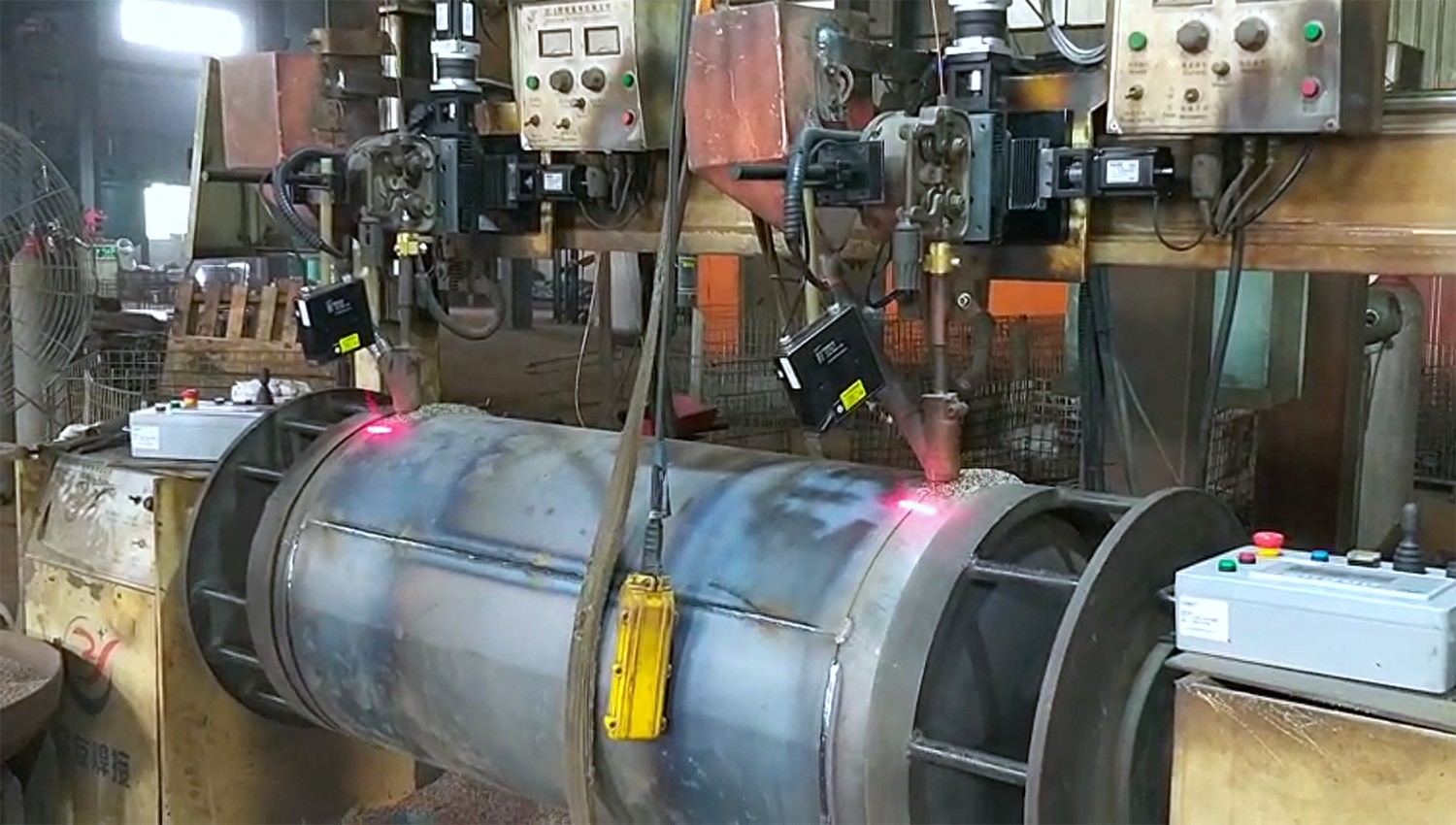
激光焊縫跟蹤傳感器助力石油管道焊接自動(dòng)化,實(shí)現(xiàn)高效精準(zhǔn)升級(jí)
石油管道作為能源輸送的重要通道,其焊接質(zhì)量直接影響管道的安全性與使用壽命。傳統(tǒng)人工焊接方式過于依賴人工,勞動(dòng)強(qiáng)度大,而且在復(fù)雜工況下容易出現(xiàn)焊縫偏差、焊接缺陷,難以保障焊接的一致性和精準(zhǔn)性。今天跟隨
可編程電源有哪些溫度控制措施?
可編程電源的溫度控制措施是保障其長期穩(wěn)定運(yùn)行、延長使用壽命的核心設(shè)計(jì),主要通過硬件防護(hù)、軟件監(jiān)控、散熱優(yōu)化三方面實(shí)現(xiàn)。以下是具體措施及分析:一、硬件級(jí)溫度控制措施
溫度傳感器實(shí)時(shí)監(jiān)測(cè)
原理:在電源
發(fā)表于 06-25 14:56
創(chuàng)想智控激光焊縫跟蹤系統(tǒng)在LNG液化天然氣儲(chǔ)罐自動(dòng)焊接改造方案
隨著全球能源結(jié)構(gòu)向清潔化轉(zhuǎn)型,LNG儲(chǔ)罐作為核心設(shè)備,其制造質(zhì)量直接影響儲(chǔ)運(yùn)安全和運(yùn)營效率。然而,LNG儲(chǔ)罐的焊接工藝極其復(fù)雜,對(duì)焊縫質(zhì)量要求極高。傳統(tǒng)焊接工藝依賴人工操作,難以滿足LNG儲(chǔ)罐

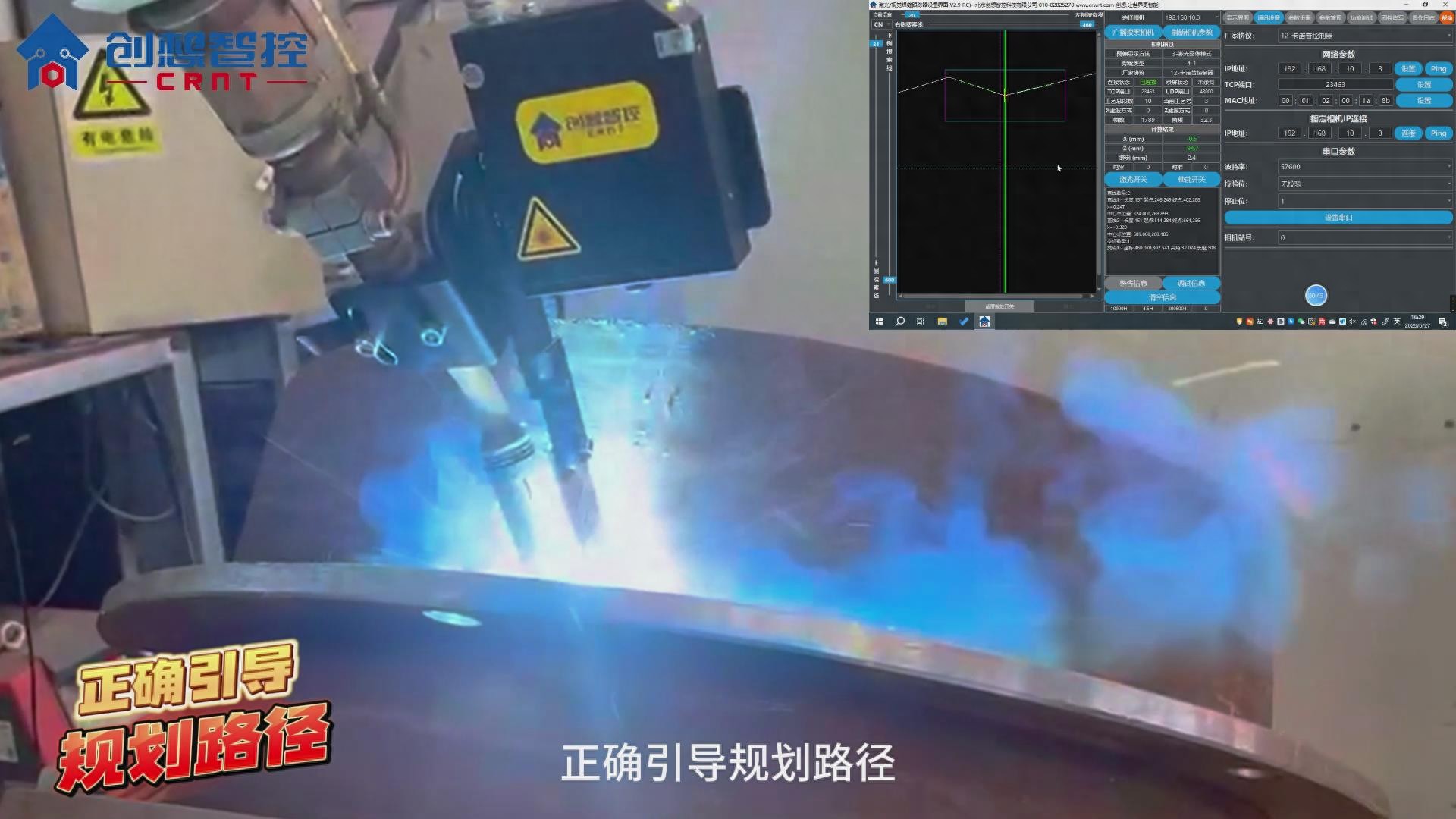
工業(yè)相機(jī)在焊縫跟蹤中的關(guān)鍵作用有哪些
與形態(tài),幫助系統(tǒng)動(dòng)態(tài)調(diào)整焊槍軌跡,實(shí)現(xiàn)高精度、高效率的自動(dòng)化焊接,今天一起了解工業(yè)相機(jī)在焊縫跟蹤中的關(guān)鍵作用有哪些。 焊接挑戰(zhàn)與視覺需求 在傳統(tǒng)焊接中,工件定位誤差、夾具公差和熱變形等因素易導(dǎo)致焊縫偏移,而
焊接車間智能化改造:焊縫跟蹤系統(tǒng)選型評(píng)估要點(diǎn)
隨著制造業(yè)向智能化、數(shù)字化轉(zhuǎn)型,焊接車間的自動(dòng)化程度不斷提升,焊縫跟蹤系統(tǒng)作為智能焊接的核心部件,其性能優(yōu)劣將直接影響焊接品質(zhì)與整線運(yùn)行效率。今天一起來了解焊縫跟蹤系統(tǒng)選型評(píng)估要點(diǎn),幫助企業(yè)實(shí)現(xiàn)
電子元器件失效分析與典型案例(全彩版)
本資料共分兩篇,第一篇為基礎(chǔ)篇,主要介紹了電子元器件失效分析基本概念、程序、技術(shù)及儀器設(shè)備;第二篇為案例篇,主要介紹了九類元器件的失效特點(diǎn)、失效模式和失效機(jī)理以及有效的預(yù)防和控制措施,并給出九類
發(fā)表于 04-10 17:43
壓力容器行業(yè)如何通過焊縫跟蹤系統(tǒng)提升質(zhì)量
壓力容器是石油化工、能源、電力等行業(yè)的重要設(shè)備,他的焊接質(zhì)量直接決定了設(shè)備安全性和使用壽命。由于壓力容器的焊縫通常涉及厚板焊接、工件尺寸大等特點(diǎn),傳統(tǒng)手工焊接或機(jī)器人編程示教焊接難以滿足高精度

汽車制造領(lǐng)域激光焊縫跟蹤系統(tǒng)的應(yīng)用案例
現(xiàn)在汽車制造慢慢轉(zhuǎn)向了自動(dòng)化和智能化,焊接是汽車車身、零部件、車橋等部件的重要工藝,焊接的精度和效率直接影響生產(chǎn)成本和產(chǎn)品的質(zhì)量。傳統(tǒng)焊接主要靠人工完成,受到工件裝配誤差、焊縫復(fù)雜等難題的限制。通過

船舶焊接自動(dòng)化升級(jí):激光焊縫跟蹤傳感器解決方案
船舶的制造對(duì)焊接質(zhì)量與效率的要求極高,傳統(tǒng)焊接依賴人工調(diào)整或固定程序化機(jī)器人,難以應(yīng)對(duì)工件裝夾誤差、裝配偏差及復(fù)雜焊縫軌跡等難題,創(chuàng)想智控激光焊縫跟蹤傳感器憑借高精度實(shí)時(shí)焊縫跟蹤技術(shù),給船舶制造業(yè)



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論